




 Рейтинг: 4.6/5.0 (1917 проголосовавших)
Рейтинг: 4.6/5.0 (1917 проголосовавших)Категория: Бланки/Образцы
Технологическая карта - вид технологической документации, содержащей весь процесс обработки производимого изделия, приведены операции и их составные части, комплектующие, материалы, производственное оборудование и технологические режимы, необходимые для изготовления изделия время, квалификация работников.
К технологическим картам относятся:
В общем случае технологическая карта должна содержать:
Технологические карты принято разрабатывать:
Технологические карты различаются на операционные, общие и цикличные, а также технологические карты типовых технологических процессов.
















Магазин Технавигатора работает полностью в автоматическом режиме и подключен к платежной системе webmoney. позволяющей принимать оплату различными способами. Способ оплаты Вы определяете самостоятельно. Стоимость товара не включает комиссионный сбор платежной системы.
После оплаты проверьте почту указанную при заказе.Письмо обычно приходит в течение нескольких минут.Если письма так и нет, проверьте на всякий случай папку Спам.
По всем вопросам работы сайта Вы можете связться с администратором, написав письмо прямо с сайта или просто позвонив по телефону (указан там же)
Реклама на Технавигаторе







Все таки я их нашел, выложу может кому и понадобятся
Бланки в формате Excel, список файлов в архиве прилагаю
Список файлов
Бланки для разработки технологических процессов в машиностроении - мехобработка, гальванопокрытие, литье под давлением, шприцевание и экструзия.
Бланки для разработки норм расхода материалов, планирования и нормирования в производстве, материально-технического снабжения.
1 ke_f6.xls карта эскизов ГОСТ 3.1105-84 форма 6 Лист1 Лист2
2 ke_f7.xls карта эскизов ГОСТ 3.1105-84 форма 7 Лист1 Лист2
3 ke_f8.xls карта эскизов ГОСТ 3.1105-84 форма 8 Лист1 Лист2
4 kk_f6.xls комплектовочная карта ГОСТ 3.1123-84 форма 6
5 kk_f7.xls комплектовочная карта ГОСТ 3.1123-84 форма 7
6 ktirs2_f1.xls карта технологической информации карта ГОСТ 3.1402-84 форма 1а
7 ktpr_f1.xls карта технологического процессаГОСТ 3.1404-86 форма 1
8 kttpp_f1.xls карта типового технологического процесса ГОСТ 3.1408-85 форма 1
9 lr.xls лист регистрации изменений в типовом технологическом процессе ГОСТ 2.503-90 Форма 3
10 lzk.xls лимитно-заборная карта
11 mk_f1.xls маршрутная карта ГОСТ 3.1118-82 форма 1
12 mk_f2.xls маршрутная карта ГОСТ 3.1118-82 форма 2
13 mk_f3.xls маршрутная карта ГОСТ 3.1118-82 форма 3
14 mk_ktpr_f1.xls маршрутная карта /карта технологического процесса ГОСТ 3.1118-82 форма 1
15 mk_mokr_f1.xls маршрутно-операционнная карта ГОСТ 3.1118-82 форма 1
16 mk_mokr_f2.xls маршрутно-операционнная карта ГОСТ 3.1118-82 форма 2
17 mk_mokr_f3.xls маршрутно-операционнная карта ГОСТ 3.1118-82 форма 3
18 mk_vm_f1.xls маршрутная карта/ ведомость материалов ГОСТ 3.1118-82 форма 1
19 mk_vm_f3.xls маршрутная карта/ ведомость материалов ГОСТ 3.1118-82 форма 3
20 mk_vo_f1.xls маршрутная карта /ведомость оснастки ГОСТ 3.1118-82 форма 1
21 mk_vo_f3.xls маршрутная карта /ведомость оснастки ГОСТ 3.1118-82 форма 3
22 okl_f11.xls операционная карта литья ГОСТ1401-85 форма 11
23 okp_f1.xls операционная карта прессования ГОСТ1401-85 форма 1
24 okp_f3.xls операционная литья под давлением ГОСТ 3.1409-86 форма 3
25 okp_f5.xls операционная карта шприцевания и экструзии ГОСТ 3.1409-86 форма5
26 okr_f10.xls операционная карта ГОСТ 3.1404-86 форма 10
27 okr_f11.xls операционная карта ГОСТ 3.1404-86 форма 11
28 okr_f13.xls операционная карта ГОСТ 3.1404-86 форма 13
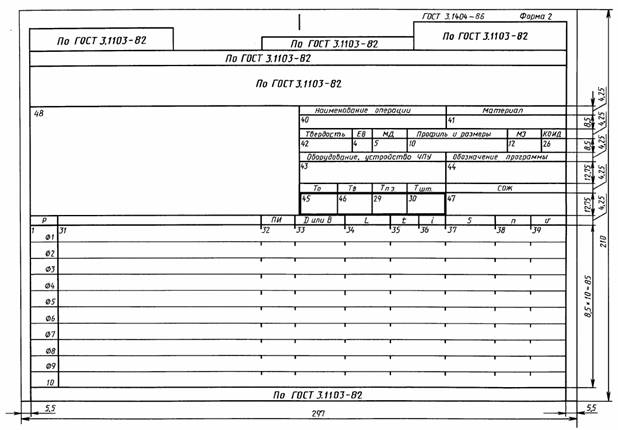
29 okr_f2.xls операционная карта ГОСТ 3.1404-86 форма 2
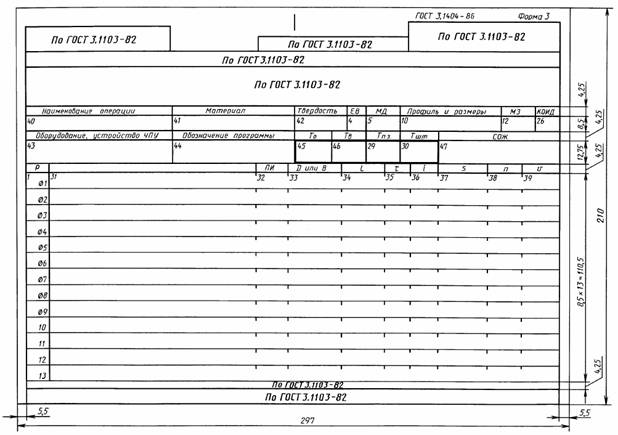
30 okr_f3.xls операционная карта ГОСТ 3.1404-86 форма 3
31 okr_f9.xls операционная карта ГОСТ 3.1404-86 форма 9
32 oktk_f2.xls операционная карта технического контроля ГОСТ3.1505-82 форма 2
33 replace.xls извещение об изменении в архивных технологиях
34 sogl.xls карта согласования Р 50-67-88 форма 3
35 svspm.xls сводная спецификация материалов
36 ti_f5.xls технологическая инструкция ГОСТ 3.1105-84 форма 5
37 time_obr.xls загрузка оборудования по изделию
38 tl_f1.xls титульный лист ГОСТ 1105-84 форма 1
39 tl_f2.xls титульный лист ГОСТ 1105-84 форма2
40 tov.xls технологическая операционная ведомость
41 vm_f1.xls ведомость материалов ГОСТ 3.1123-84 форма 1
42 vm_f2.xls ведомость материалов ГОСТ 3.1123-84 форма 2
43 vo_f2.xls ведомость оснастки ГОСТ 3.1122-84 форма2
44 vo_f3.xls ведомость оснастки ГОСТ 3.1122-84 форма3
45 vo_vm_f3.xls ведомость оснастки / ведомость материалов ГОСТ 3.1122-84 форма3
46 vtd_f4.xls ведомость технологических документов ГОСТ 3.1122-84 форма4
47 vtd_f5.xls ведомость технологических документов ГОСТ 3.1122-84 форма5
48 vtp_glv.xls ведомость технологического процесса гальванопокрытия ГОСТ 3.1408-85 Форма3
49 vtp_рок.xls ведомость технологического процесса ГОСТ 3.1408-85 Ф3
50 vtpp_f3.xls ведомость к типовому технологическому процессу карта ГОСТ 3.1408-85 форма 3
Бланки.rar (584.3 Кб, 20587 просмотров)
Иногда нам приходится сталкиваться с ситуацией, когда необходимы специальные бланки для ведения документации и учета производственных процессов. В результате длительных и кропотливых поисков, а также собственной разработки, мы создали базу бланков, необходимых для ведения деятельности.
На этой странице в свободном доступе размещены ссылки для скачивания таких бланков. Мы надеемся, что это поможет и вам избежать «дурной работы» связанной с поиском и изготовлением того, что уже сделано другими.
Если вам понадобился или может понадобиться один из ниже указанных бланков документации – вы можете смело его скачать и использовать по своему усмотрению.
База будет постоянно пополняться и модернизироваться по мере поступления нового материала или изменений, предусмотренных законодательством.
База бланковБланки необходимые для разработки технологических процессов в машиностроении - мехобработка, гальванопокрытие, литье под давлением, шприцевание и экструзия. Бланки необходимые для разработки норм расхода материалов, планирования и нормирования в производстве, материально-технического снабжения.
lr.xls – лист регистрации изменений в типовом технологическом процессе ГОСТ 2.503-90 Форма 3
lzk.xls – лимитно-заборная карта
replace.xls – извещение об изменении в архивных технологиях
sogl.xls – карта согласования Р 50-67-88 форма 3
svspm.xls – сводная спецификация материалов
time_obr.xls – загрузка оборудования по изделию
tov.xls - технологическая операционная ведомость
vtp_glv.xls – ведомость технологического процесса гальванопокрытия ГОСТ 3.1408-85 Форма 3
vtp_рок.xls – ведомость технологического процесса ГОСТ 3.1408-85 Ф3
vm_f1.xls – ведомость материалов ГОСТ 3.1123-84 форма 1
vm_f2.xls – ведомость материалов ГОСТ 3.1123-84 форма 2
vo_vm_f3.xls – ведомость оснастки / ведомость материалов ГОСТ 3.1122-84 форма 3
vo_f2.xls – ведомость оснастки ГОСТ 3.1122-84 форма 2
vo_f3.xls – ведомость оснастки ГОСТ 3.1122-84 форма 3
vtd_f4.xls – ведомость технологических документов ГОСТ 3.1122-84 форма 4
vtd_f5.xls – ведомость технологических документов ГОСТ 3.1122-84 форма 5
vtpp_f3.xls – ведомость к типовому технологическому процессу карта ГОСТ 3.1408-85 форма 3
kk_f6.xls – комплектовочная карта ГОСТ 3.1123-84 форма 6
kk_f7.xls – комплектовочная карта ГОСТ 3.1123-84 форма 7
ktirs2_f1.xls – карта технологической информации карта ГОСТ 3.1402-84 форма 1а
ktpr_f1.xls – карта технологического процесса ГОСТ 3.1404-86 форма 1
ke_f6.xls – карта эскизов ГОСТ 3.1105-84 форма 6
ke_f7.xls – карта эскизов ГОСТ 3.1105-84 форма 7
ke_f8.xls – карта эскизов ГОСТ 3.1105-84 форма 8
mk_vm_f1.xls – маршрутная карта / ведомость материалов ГОСТ 3.1118-82 форма 1
mk_vm_f3.xls – маршрутная карта / ведомость материалов ГОСТ 3.1118-82 форма 3
mk_vo_f1.xls – маршрутная карта / ведомость оснастки ГОСТ 3.1118-82 форма 1
mk_vo_f3.xls – маршрутная карта / ведомость оснастки ГОСТ 3.1118-82 форма 3
mk_ktpr_f1.xls – маршрутная карта / карта технологического процесса ГОСТ 3.1118-82 форма 1
mk_mokr_f1.xls – маршрутно-операционнная карта ГОСТ 3.1118-82 форма 1
mk_mokr_f2.xls – маршрутно-операционнная карта ГОСТ 3.1118-82 форма 2
mk_mokr_f3.xls – маршрутно-операционнная карта ГОСТ 3.1118-82 форма 3
mk_f1.xls – маршрутная карта ГОСТ 3.1118-82 форма 1
mk_f2.xls – маршрутная карта ГОСТ 3.1118-82 форма 2
mk_f3.xls – маршрутная карта ГОСТ 3.1118-82 форма 3
okl_f11.xls – операционная карта литья ГОСТ1401-85 форма 11
okp_f1.xls – операционная карта прессования ГОСТ1401-85 форма 1
okp_f3.xls – операционная литья под давлением ГОСТ 3.1409-86 форма 3
okp_f5.xls – операционная карта шприцевания и экструзии ГОСТ 3.1409-86 форма 5
okr_f2.xls – операционная карта ГОСТ 3.1404-86 форма 2
okr_f3.xls – операционная карта ГОСТ 3.1404-86 форма 3
okr_f9.xls – операционная карта ГОСТ 3.1404-86 форма 9
okr_f10.xls – операционная карта ГОСТ 3.1404-86 форма 10
okr_f11.xls – операционная карта ГОСТ 3.1404-86 форма 11
okr_f13.xls – операционная карта ГОСТ 3.1404-86 форма 13
oktk_f2.xls – операционная карта технического контроля ГОСТ3.1505-82 форма 2
ti_f5.xls – технологическая инструкция ГОСТ 3.1105-84 форма 5
tl_f1.xls – титульный лист ГОСТ 1105-84 форма 1
tl_f2.xls – титульный лист ГОСТ 1105-84 форма2
kttpp_f1.xls – карта типового технологического процесса ГОСТ 3.1408-85 форма 1
3.1. Оформление форм, бланков и документов - по ГОСТ 3.1104-81.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с табл. 2.
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
Обозначение служебного символа
Содержание информации вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины. единицы нормирования, количества на изделие и нормы расхода
Примечание. При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
3.12. Графы форм следует заполнять в соответствии с табл. 4.
3.13. Размеры граф форм следует выбирать в соответствии с табл. 5, исходя из шага печатающих устройств 2,6 мм.
3.14. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
Норма штучного времени на операцию
Примечание. Допускается, в соответствии с отраслевыми нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по Тшт.к (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции)
Наименование детали, сб. единицы или материала
1. В графе «Количество знаков» дано количество знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.15. При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных надписей в формах - по ГОСТ 3.1103-82.
3.17. При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установов непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением будет присваиваться служебный символ О.
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Оформление графических изображений - по ГОСТ 31104-81.
3.18. При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.
3.19. Примеры оформления МК приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резаниемПример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
1. Общие требования. 1
2. Правила применения. 1
3. Правила оформления. 2
Приложение Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием. 14
Примечание. Установлена пятизначная структура основного кода характеристики документации (ХХХХХ) по ГОСТ 3.1103 – 93 .
Первые две цифры – вид документации:
01 – комплект технологической документации; 10 – маршрутная карта; 20 – карта эскизов; 42 – ведомость оснастки; 44 – ведомость деталей к типовому (групповому) ТП (операции); 60 – операционная карта; 62 – карта наладки; 67 – карта кодирования информации.
Третья цифра – вид ТП (операции) по организации:
0 – без указания;
1 – единичный ТП (операция);
2 – типовой ТП (операция);
3 – групповой ТП (операция).
Последние две цифры – видТП по методу выполнения:
00 – без указания;
02, 03 – технический контроль;
21 – обработка давлением;
41, 42 – обработка резанием;
50, 51 – термообработка.
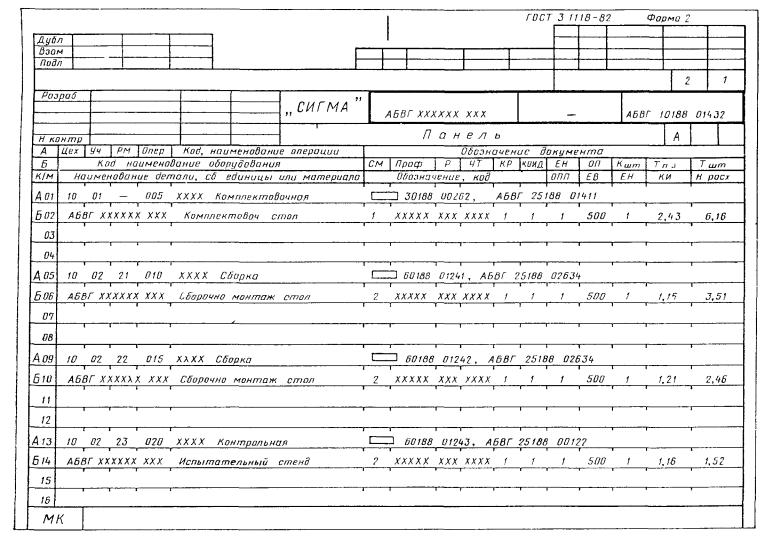
Ниже приведён один из примеров заполненияМК (форма 1) единичногоТП обработки резанием (10141.ХХХХ). Последние четыре разряда (ХХХХ) – резерв дополнительного обозначения по отраслевому классификатору и пример заполненияМК 111(форма 2) на единичныйТП сборки.

Пример заполнения маршрутной карты на единичный технологический процесс обработки резанием

Пример заполнения маршрутной карты на единичный технологический процесс сборки

Пример оформления маршрутно-операционной карты

Карта технологического процесса
Информация, вносимая в карту технологического процесса

Операционная карта /форма 1/ с горизонтальным расположением поля подшивки
(первый или заглавный лист)

Операционная карта /форма 1а/ с горизонтальным расположением поля подшивки

Операционная карта /форма 2/ с вертикальным расположением
поля подшивки (первый заглавный лист)

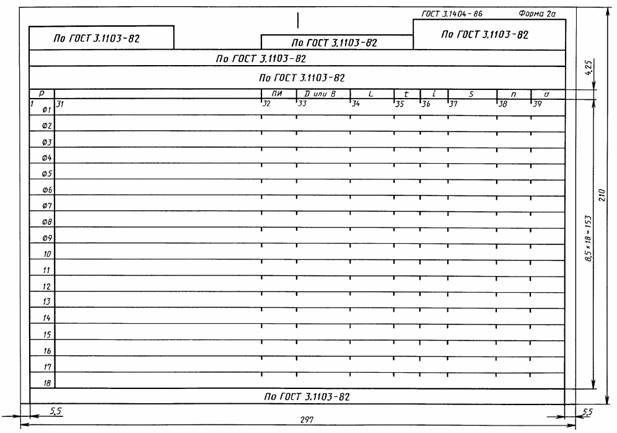
Операционная карта /форма 2а/ с вертикальным расположением
поля подшивки (последующие листы)
Оформление операционной карты (ОК)
Информация по дополнительным графам операционной карты
Номер пункта поиска

Пример заполнения операционной карты

Пример оформления операционной карты при обработке деталей на металлорежущих станках с ЧПУ
Оформление карты эскизов (КЭ)

Формы карты эскизов
(В выпускной квалификационной работе следует применять
формы 7 или 7а по ГОСТ 3.1105 – 84)

Пример заполнения карты эскизов
Оформление ведомости операций технического контроля
ВО/ТК используется для операционного описания технологических операций технического контроля в технологической последовательности с указанием переходов, технологических режимов и данных о технологической оснастке и норм времени, в случае наличия вТП большого количества операций технического контроля, удобства и рациональности применения этого вида документа на рабочих местах.
ВО/ТК должна применяться совместно сМК илиКТП .
ВО/ТК следует выполнять на бланках форм 1 и 1а поГОСТ 3.1502 – 85 «ЕСТД. Формы и правила оформления документов на технический контроль».
Информация, вносимая в ВО/ТК

Ведомость операций технического контроля (первый или заглавный лист)

Ведомость операций технического контроля (последующие листы)
Оформление операционной карты технического контроля (ОК/ТК)
Операционная карта технического контроля (ОК/ТК) является основным документом технического контроля.
Оформление ОК/ТК производят поГОСТ 3.1502 – 85 «ЕСТД. Формы и правила оформления документов на технический контроль» на бланках формы 2 и 2а.
Информация, вносимая в ОК/ТК
Номер пункта поиска
Наименование (условное обозначение графы)
Остальные графы заполняют по аналогии с МК иОК .
При описании операций технического контроля следует применять полную или краткую форму записи содержания переходов.
Примеры заполнения ОК/ТК на бланке формы 2 поГОСТ 3.1502 – 85 «ЕСТД. Формы и правила оформления документов на технический контроль».
Пример оформления операции неразрушающего контроля представлен ниже.
Пример такого оформления показан ниже.
Допускается оформление операций технического контроля производить на бланкахМК (форма 2 по ГОСТ 3.1118 – 82 «ЕСТД. Формы и правила оформления маршрутных карт»).
Примечание: при операционном контроле контролёр пользуется операционной картой эскизов на механическую обработку, а при окончательном контроле – использует чертёж детали.

Карта технического контроля (первый или заглавный лист), форма 2

Карта технического контроля (последующие листы), форма 2а

Пример заполнения карты технического контроля

Пример заполнения карты технического контроля
Оформление ведомости оснастки (ВО)

Унифицированная форма ведомости оснастки и ведомости
оборудования (первый или заглавный лист)

Унифицированная форма ведомости оснастки и ведомости оборудования (последующие листы)

Ведомость оснастки (первый или заглавный лист)

Ведомость оснастки (последующие листы)

Пример оформления ведомости оснастки
Технологическая карта – документ, который содержит в себе полный процесс производства изделия, включая его обработку. Процесс производства в данном документе подразделяется на операции и таким образом, отображает постепенную и полную картину производства того или иного изделия.
Как правило, формы технологических карт разрабатываются на каждом предприятии в зависимости от его производственной деятельности. Необходимость ее составления возникает в случаях производства изделий по новым технологиям и методам. Так же целесообразно составлять данный документ при повторяющихся процессах производства. Данный документ оформляется только для изделий, которые производятся внутри предприятия. Технологическая карта является недействительной для изделий, произведенных на посторонних предприятиях.
Технологическая карта содержит в себе полную информацию обо всех стадиях производственного процесса, квалифицированных работниках, задействованных в процессе производства, подробную характеристику технологических режимов и др. В целом, в данном документе необходимо отобразить следующее:
Помимо всей вышеперечисленной информации, технологическая карта должна содержать в себе требования, предъявляемые к безопасности технологического процесса. Так же следует отобразить показатели лабораторных исследований, которые характеризуют безопасность использования произведенного изделия для жизни и здоровья потребителя.
Технологическая карта разрабатывается уполномоченным работником технологического отдела. Далее данный документ передается на ознакомление главному инженеру-технологу и требует заверения с его стороны. После этого подписать данный документ должен непосредственный руководитель предприятия.
![]() Образец технологической карты. Скачать (doc)
Образец технологической карты. Скачать (doc)
Copyright 2006-2016. Forms-docs.ru
Операционная карта технологического процесса [c.93]
Типизация технологических процессов открывает широкие возможности для механизации и автоматизации труда инженеров-технологов. позволяет повысить его эффективность, вследствие снижения затрат времени на составление операционно-технологических карт. С этой целью составляют библиотеку типовых технологических процессов с подробным [c.190]
При ремонте зубчатой передачи. подшипниковых узлов, валов, корпусов, пружин и др. должны строго соблюдаться все оговоренные специальными инструкциями меры безопасности по каждому виду работ. которые предусматриваются маршрутными и операционными картами технологических процессов ремонта. Процессы ремонта перечисленных объектов связаны с многочисленными перемещениями их с одного рабочего места на другое. При этом необходимо поднимать груз, масса которого не превышает грузоподъемность механизма. надежно и без перекосов крепить груз на крюке, соблюдать правила строповки. не оставлять груз в поднятом положении, не стоять под грузом, поднимать и опускать груз только вертикально, не укладывать тяжелые детали на край верстака или стеллажа. В процессе сборки объектов на стендах, имеющих пневматические и гидравлические устройства. необходимо следить за исправностью и надежностью крепления шлангов. При сборке соединений с предварительным подогревом или охлаждением деталей необходимо осте- [c.55]
При разработке технологического процесса для какой-либо детали технолог-программист находит по каталогу соответствующий типовой процесс и с перфоленты выводит его на экран дисплея. Последовательно переходя от операции к операции и от перехода к переходу, технолог вносит коррективы в типовой процесс в соответствии с конкретной деталью. Для этого на экране дисплея стираются и добавляются соответствующие слова, фразы И числовые данные. характеризующие вносимые приемы и переходы. Скорректированный технологический процесс печатают с помощью печатающей машинки Консул на бланках операционно-технологических карт и одновременно выводят на перфоленту для того, чтобы поместить его в библиотеку. [c.191]
Графы Наименование операции. Наименование технологического процесса заполняют в соответствии с маршрутной (планово-операционной) картой. [c.427]
По степени обоснованности нормы делятся на расчетные и опытные. Расчетными или техническими называются нормы расхода. устанавливаемые расчетом, по рабочим чертежам. картам технологических процессов. регламентам, техническим условиям и т. п. Опытными называются нормы расхода. устанавливаемые из опыта. на основе данных замеров полезного расхода материалов, потерь и отходов, постановкой опытов в лабораториях или в производственных условиях. По степени укрупнения объекта нормы могут быть детальными, операционными, индивидуальными и групповыми (средневзвешенными), fio степени укрупнения номенклатуры материалов нормы расхода подразделяются на специфицированные и сводные. [c.37]
Разработка технологии ремонта аппаратов и машин химических производств оформляется планово-операционной картой ремонта и техническими условиями. что является целесообразным во всех случаях эксплуатации значительного количества одномодельных машин с одинаковой ремонтной характеристикой на одном или нескольких однотипных заводах. Для решения вопроса о целесообразности затрат, связанных с составлением технологической документации, существенно не число машин. охватываемых разработкой одного технологического процесса ремонта. а количество всех машино-ремонтов. Так, например, для пяти одномодельных молотковых дробилок с повторяющимися через 4 месяца средними ремонтами (при трехсменной работе), количество машино -ремонтов в год составит 10 по средним и 5 по капитальным ремонтам. следовательно, разработка документации технологического процесса всех ремонтов будет оправдана. [c.20]
Документация технологического процесса обработки деталей на станках с ЧПУ содержит карту наладки, операционно-технологическую карту, схему движения инструментов, операционную расчетно-техноло-гическую карту (РТК) карту программирования, чертежи специального инструмента и оснастки. [c.204]
Операционно-технологическая карта подробно описывает технологический процесс обработки каждой заготовки на операции. В ней ука- [c.204]
Для разработки технологического процесса на компрессоры, выпускаемые мелкими сериями, на отдельных заводах иногда применяется несколько видоизмененная форма маршрутно-технологической карты (табл. 16). По существу она является операционной, но без указания режимов резания, применяемых для обработки детали. и без операционных эскизов обработки. [c.95]
Каждый технологический процесс должен быть документально оформлен. Документация должна содержать маршрутные карты. операционные карты. карты эскизов и схем, спецификацию технологических документов. технологические инструк1щи, материальные ведомости, ведомость оснастки. [c.186]
Контроль ОТК на операциях механической обработки или операционный контроль. Часть контрольных переходов операций механической обработки технологическим процессом возлагается на контролеров ОТК. Операционный контроль представляет собой выполнение контролером таких контрольных переходов. Как правило, операционный контроль предусматривается только на особо ответственных операциях трудоемких и дорогостоящих деталей, а также в тех случаях, когда нецелесообразно отрывать рабочего на выполнение контроля. требующего затраты значительного времени. Операционный контроль является одним из средств предупреждения брака в процессе обработки и обеспечения требуемого качества деталей на каждой операции. Операционному контролю подлежат только размеры и технические требования. получаемые на данной операции и обозначенные на операционном эскизе технологической карты. One- [c.280]
Контрольные переходы в операционных картах обработки. Технический контроль в производстве является неотъемлемой составной частью общего технологического > процесса изготовления детали. Поэтому и способы его выполнения (или технология контроля ) являются составной частью общей технологической документации производства. Порядок, методы, средства, исполнители и место осуществления технического контроля определяются технологией и указываются в технологической документации в виде контрольных переходов в операционных технологических картах обработки и в виде операционных технологических карт контроля, включенных в общую технологическую документацию обработки данной детали. Форма и содержание контрольных переходов, записываемых в технологические карты обработки, приведены в табл. 24. Из примера, приведенного в этой таблице, видно, что операция обработки № 10 (шлифование фланца) после двух рабочих переходов имеет контрольный переход №3. В этом примере для указания исполнителей контроля применены условные обозначения (что очень часто делается на многих заводах) [c.291]
При поступлении на участок деталей с других участков цеха или с предыдущих операций своего участка, а также заготовок из других цехов или со складов завода контролер обязан проверить наличие контрольных клейм, подтверждающих годность продукции, и клейм марок сталей на тех заготовках, для которых это клеймение предусмотрено технологическим процессом. Контрольные операционные клейма и клейма заготовительных цехов могут быть при дальнейшей обработке срезаны, а клейма марок сталей переносятся и заверяются клеймом контролера на места детали, указанные в технологических операционных картах. [c.306]
Вид покрытия, последовательность и продолжительность операций. состав растворов. плотность тока и другие особенности ведения процесса указываются в операционно-технологических картах, которые должны составляться на каждую группу деталей. а в ответственных случаях и на отдельные детали. [c.51]
В состав технологического процесса ремонта должны входить перечень (альбом) организационно-технической оснаСтки и оборудования, включенного в состав операционных карт технологическая схема ремонта сетевой график ремонта структурная схема управления ремонтом план размещения ремонтируемых узлов и деталей оргтехоснастки и дополнительных постов энергоразводки данные по массам узлов и деталей схема управления ремонтом по системе сетевого планирования и управления (СПУ) формы применяемой организационной документации (сменные, ремонтные журналы, информационные карты СПУ и т. п.), а также формы отчетной ремонтной документации. [c.271]
Формулы (2.17), определяющие верхнее и нижнее отклонения. поучительны по структуре. Они позволяю критически оценить целесооб-р .еского процесса, операционными картами н рабочими чертежами. [c.125]
Технологический процесс обработки танкеров осу-ш,ествляется согласно графику подачи и расстановки тоннажа по соответствующему порту, Регламенту обработки морского тоннажа, перевалки нефти, мероприятий по обеспечению экологической безопасности при дебалластировке судов и приема с судов льяльных, хозфекальных вод, судовых отходов в ООО Специализированный морской нефтеналивной порт Приморск. Технологическому регламенту о порядке обработки нефтеналивных судов у причалов портов Новороссийск. и Туапсе, Положению по обеспечению технической безопасности и сохранности оборудования и сооружений нефтегавани Шесхарис порта Новороссийск. утвержденным операционным и технологическим картам погрузки нефти. [c.510]
Формы МК следует применять независимо от типа и характера производства. степени де-талшации описания РТП. Описание процесса должно проводиться в соответствии с требованиями ГОСТ 3.1118 — 82. Выбор соответствующей формы МК зависит от разрабатываемого вида технологического процесса, специализируемого по применяемому методу изготовления детали. Оформление карты, порядок размещения информации должны соответствовать требованиям ГОСТ 3.1118-82. Примеры рекомендуемого оформления карт, в которых указан роботизированный процесс механической обработки. марщрутного и маршрутно-операционного описания, приведены в картах 1 и 2 соответственно. [c.519]
Смотреть страницы где упоминается термин Операционная карта технологического процесса. [c.154] [c.128] [c.337] [c.298] [c.119] Смотреть главы в:
ПОИСК