






 Рейтинг: 4.6/5.0 (1845 проголосовавших)
Рейтинг: 4.6/5.0 (1845 проголосовавших)Категория: Бланки/Образцы
1.Подрезать торец, выдерживая размер 134,8-0,1 .
2.Точить поверхность, выдерживая размер ?440-0,63 .
3.Подрезать торец, выдерживая размер 7 +0,15 .
4.Расточить отверстие, выдер-живая размер ?424,2 +0,155 .
5.Расточить отверстие, выдер-живая размер ?215,4 +0,115 .
6.Расточить отверстие ?218 +0,46 выдерживая размер 30,5±0,31.
7.Расточить отверстие ?229 +0,115. выдерживая размер 10,5±0,21.
8.Тачить канавку шириной 5Н11( +0,09 ), выдерживая размеры
?239 +1,15. 10,5±0,22.
9.Точить канавку шириной 14 +0,43. выдерживая размеры ?218 +1,15. 49,5±0,125.
10.Точить торцевую канавку глубиной 15±0,22, выдерживая размеры ?300 +1,3. ?348 +1,4 .
1.Подрезать торец, выдерживая размер 126-0,1 .
2.Подрезать торец, выдерживая размер 134-0,1 .
3.Расточить отверстие ?218 +0,46 выдерживая размер 30,5±0,31.
?455 с упором в торец
?440 с упором в торец

















Технологический процесс – часть процесса производства, направленная на придание изделию требуемых размеров, форм, свойств, характеристик и т.д. Технологический процесс содержит в себе совокупность всей необходимой информации для придания продукции конечного вида. В нем содержатся операции и переходы, последовательность их выполнения, необходимые режимы и параметры обработки и т.д.
Виды техпроцессовВ зависимости от степени обобщенности выделяют единичный, типовой и групповой технологические процесс.
Типовые технологические процессы определяют операции для получения группы деталей, имеющих схожую конструкцию. Принцип работы по типовым технологическим процессам характерен, в основном для крупных производств.
Групповой технологический процесс – процесс изготовления группы деталей, имеющих разную конструкцию, но близкие технологические свойства.
Оформление техпроцессаТехнологический процесс оформляется на специальных бланках стандартизованной ГОСТом формы. Технологическая документация - документов, достаточных для выполнения технологических процессов или операций. Существуют документы общего назначения и документы специального назначения.
Титульный лист (ТЛ) – первый лист комплекта технологических документов. Оформляется в соответствиями с требованиями ГОСТ 3.1105-84.
Карта эскизов (КЭ) – графические изображения и таблицы для конкретизации выполняемой операции. Оформляется в соответствии с требованиями ГОСТ 3.1105-84 .
Технологическая инструкция (ТИ) – свод методов, правил и описаний действий для изготовления конечных изделий, предназначенный для сокращения объема технологической документации (ТД).
Маршрутная карта (МК) – описание маршрута движения изготавливаемого продукта внутри цеха.
Операционная карта (ОП) – описание переходов, применяемого инструмента и оснастки.
Ведомость оснастки (ВО), Ведомость материалов (ВМ), Ведомость оборудования (ВОБ), Карта наладки (КН) и т.д.
Для внедрения в производство, технологический процесс утверждается уполномоченным лицом, выполняется согласование оборудования, технологической оснастки, обрабатывающего инструмента и т.д.
Примеры оформленияПравила заполнения информационных блоков комплекта ТД регулируются ГОСТом 3.1103-82 .
ГОСТ 3.1705-81 регламентирует термины и названия технологических операций, применяемые при создании технологического процесса.

Пример оформления маршрутной карты
Автоматизация проектированияДля автоматизации и ускорения проектирования технологических процессов существует целый ряд специализированного программного обеспечения – систем автоматизированного проектирования технологических процессов (САПР ТП). На данный момент существует немало различных программных продуктов для упрощения процессов проектирования ТП, таких как Вертикаль. СПРУТ ТП. Techcard и многие другие. У каждой системы можно выделить свои индивидуальные преимущества и недостатки.
Технологическая сущность систем автоматизированного проектирования технологических процессов - возможность решения самых разнообразных задач. В большинстве случаев такие программы представляют из себя набор инструментов, облегчающий проектирование техпроцесса. В некоторых САПР ТП реализована возможность подключения трехмерной модели детали. С помощью графического интерфейса можно указать поверхности 3D модели. которые следует обработать, программа проведет их анализ и предложит варианты процессов обработки. Выбор инструмента и необходимой оснастки можно вести из базы данных инструмента, если таковая имеется и актуальна на конкретном предприятии. Управление технологическим процессом можно осуществлять лишь в случае доступности информации о характеризующих данный технологический процесс параметрах.
Основные и вспомогательные техпроцессыСовокупность производственных процессов можно разделить на основные – процессы изготовления изделий, механическая обработка, а так же их сборка, и вспомогательные – операции подготовки сырья, транспортирование, контроль и т.д.
Составные части технологического процессаМеханическая обработка изделий – процесс придания заготовке требуемых размеров и форм путем снятия слоев материала специальным режущим инструментом. Технологический процесс состоит операций. подразделяющихся на переходы. проходы. приемы и установки. От специализации и серийности производства, главным образом, зависит и степень разделения технологических процессов на операции.
Технологическая операция – какая-либо часть технологического процесса, выполняемая непрерывно одним или несколькими рабочими, и на одном рабочем месте.
Переход – процесс обработки одной конкретной поверхности с помощью одного и того же инструмента при одних и тех же параметрах резания (неизменных скорости, подаче и т.д.).
Установка – выполняемая за одно закрепление заготовки часть операции. Для обработки большинства деталей требуется несколько установок. В случае, если заготовку можно обработать за одну установку, эту часть процесса можно назвать операцией. Многократные переустановки заготовки могут привести к существенному снижению размерной точности, поэтому от невостребованных переустановок следует отказаться, используя специальные приспособления.
Прием – направленные на достижение определенных целей действия рабочего, т.е. пуск технологического оборудования, установка технологической оснастки, закрепление детали и т.д.
Похожие материалыПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 13
ЗНАКОМСТВО СО СТРУКТУРОЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ЦЕЛЬ:Ознакомиться с различными видами форм, бланков и документов технологического процесса, общими правилами оформления текстовых и графических документов, с комплектом технологической документации.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ:
Технологический процесс разрабатывается для изготовления изделий, конструкции которых отработаны на технологичность и должны обеспечивать реализацию значений базовых показателей технологичности конструкции.
Технологический процесс разрабатывается на основе типовых технологических процессов.
При отсутствии типового или группового технологического процесса изготовления изделия, технологический процесс должен разрабатываться на основе использования ранее принятых прогрессивных решений, содержащихся в действующих технологических процессах изготовления аналогичных изделий.
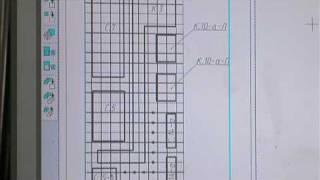
Предварительно составляется план обработки (маршрутный технологический процесс) с членением процесса изготовления на операции, позиции и переходы с учетом указанного такта выпуска и составлением операционного эскиза. На операционном эскизе изображается конфигурация детали, отображающая форму детали, полученную после обработки на всех предыдущих операциях с учетом данной операции. Расположение детали должно соответствовать положению детали в рабочей зоне станка. Поверхности детали, обрабатываемые на данной операции, выделяются на чертеже утолщенной линией. На эскизе проставляются базы, зажимы и дополнительные опоры (не следует путать обозначение баз и опор).
На обрабатываемых, на данной операции, поверхностях указывается шероховатость поверхности, получаемая в процессе выполнения операции, и проставляются размеры данных поверхностей и размеры, связывающие эти поверхности с базами. Размеры могут проставляться первоначально в буквенном выражении и окончательно номинальные значения и допустимые отклонения на них назначаются после расчета подетальных и операционных размерных связей.
Наличие технологических документов является необходимым условием правильного планирования производства, соблюдения технологической дисциплины, получения высокого качества продукции.
К технологическим документам относятся графические и текстовые документы, которыми оформляется технологический процесс изготовления или ремонта изделия.
Оформление операционных эскизовОперационный эскиз, изображенный на операционной карте механической обработки ГОСТ 3.1418-82 форма 2 или на карте эскизов ГОСТ 3.1105-84, форма 7а, является графическим технологическим документом, который по своему назначению и содержанию заменяет рабочему, выполняющему данную операцию, рабочий чертеж детали.
При оформлении операционных эскизов необходимо соблюдать следующие правила:
– операционные эскизы заготовки допускается вычерчивать в произвольном масштабе карандашом или тушью желательно в одном масштабе для каждой операции оформляемого технологического процесса;
– на эскизе заготовка изображается в том виде, который она имеет после выполнения данной операции;
– главная проекция должна изображать заготовку в положении, которое она имеет, если на нее смотреть со стороны рабочего места у станка;
– число дополнительных проекций, сечений, разрезов должно быть достаточным, чтобы показать все поверхности и их размеры, которые должны быть обработаны и получены на данной операции;
– на операционном эскизе для всех обрабатываемых поверхностей необходимо указывать размеры с предельными отклонениями и обозначения шероховатости этих поверхностей по ГОСТу 2789-73; ГОСТу 2309-73.
Рекомендуется шероховатость поверхностей указывать в правом верхнем углу операционного эскиза. Шероховатость, указанная в правом верхнем углу операционного эскиза, относятся лишь к тем поверхностям, которые обрабатываются на данной операции:
– на операционном эскизе должны быть нанесены условные графические обозначения, обозначающие технологические базы и зажимные устройства;
– условные графические обозначения опор и зажимов установлены государственным стандартом 3.1107-81 (приложение А…Ж), примеры нанесения обозначений опор, зажимов, установочных устройств приведены в приложении Д, а примеры выполнения схем установов заготовок – в приложении Ж.
– на эскизах все размеры обрабатываемых поверхностей необходимо нумеровать арабскими цифрами. Номер размера обрабатываемой поверхности проставляют в окружности диаметром 6-8 мм и соединяют с размерной линией. Нумерацию следует производить в направлении движения часовой стрелки, начиная с левого нижнего угла;
– обрабатываемые поверхности заготовки необходимо обвести сплошной линией толщиной от 2S до 3S (по ГОСТ 2.303-68), где S – толщина основных линий на эскизе; в учебных работах обрабатываемые поверхности можно показывать красным цветом;
– все текстовые записи, стрелки размерных линий в карте эскизов должны быть нанесены черной тушью (пастой);
– таблицы, схемы и технические требования к выполнению операций следует размещать на свободном поле карты эскизов справа от изображения детали или под ним;
– в том случае, если операция состоит из нескольких установов, то кроме операционного эскиза следует вычерчивать эскизы заготовке на каждом установе с графическим изображением опор и зажимных устройств.
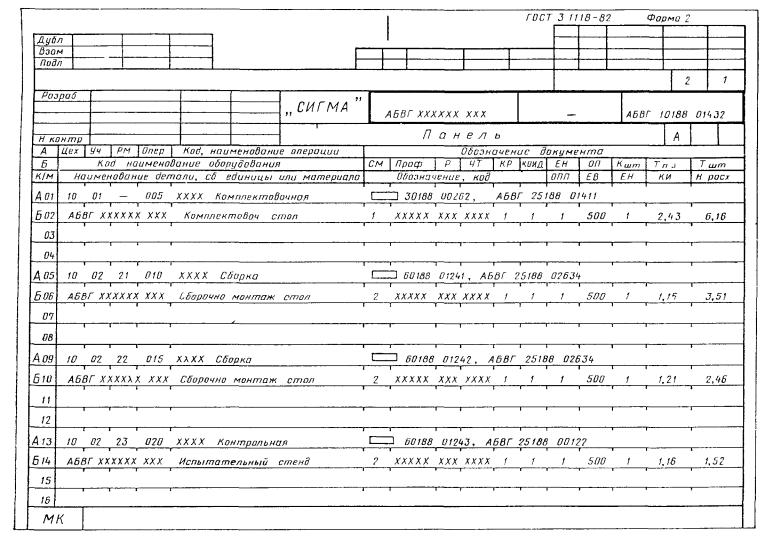
Оформление маршрутных картМаршрутной картой является документ, содержащий описание технологического процесса изготовления или ремонта изделий (включая контроль и перемещения) по всем операциям в технологической последовательности с указанием данных об оборудовании, материальных и трудовых затрат в соответствии с установленными по ГОСТу 3.1118-82 формами.
Оформление операционной карты механической обработкиОперационная карта (ОК) – это технологический документ, содержащий описание технологической операции с указанием позиций, установов, переходов, режимов обработки, основного и вспомогательного времени и данных о средствах технологического оснащения.
Графы операционной карты механической обработки (ГОСТ 3.1418-82 форма 2 и 2а) следует заполнять в соответствии с таблицей 2. Место расположения граф таблицы 2 указано в приложении Л.
Правила записи операций и переходов необходимо выполнять по ГОСТ 3.1702-79.
Оформление альбома карт технологического процессаВ начале альбома помещаются маршрутные карты технологического процесса, за ними следуют в технологической последовательности операционные карты механической обработки и карты технического контроля с необходимыми эскизами обрабатываемых деталей.
Карты технологического процесса на операцию в альбоме размещают в следующей последовательности:
а) текстовая операционная карта ОК или карта технического контроля;
б) продолжение ОК или КТК;
в) эскиз на операцию, если он выполнен на КЭ;
г) схемы наладки, выполненные на КЭ.
Все карты альбома карт технологического процесса нумеруются следующим образом:
– нумеруется комплект МК. При этом указывается общее количество карт и порядковый номер карты;
– нумеруется комплект карт на каждую операцию, расположенных в указанной выше последовательности.
При этом указывается также общее количество карт, входящих в комплект на данную операцию и порядковый номер карты.
Основными технологическими документами в механических цехах являются:
1) маршрутная карта, ГОСТ З.111-82, форма 1; 1б;
2) операционная карта механической обработки, ГОСT 3.1404-86, Форма 2 и 2а; ГОСТ 3.1418-82, форма 2, 2а, операционная карта механической обработки на станках с ЧПУ формы 3, 3а ГОСТ 3.1401-87.
3) карта эскизов, ГОСТ 3.1105-84, форма 7а;
4) операционная карта технического контроля, ГОСТ 3.1502-85, форма 2, 2а.
Эти документы являются частью ЕСТД – Единой системы технологической документации. ЕСТД по ГОСТу 3.1119-83 предусмотрен еще ряд других технологических документов, используемых для разработки технологической документации всех типов производства.
Провести анализ комплекта технологической документации, выданной преподавателем.
2. Дать ответы на контрольные вопросы.
II. Сформировать отчет по выполнению практической работы.
Оформление маршрутных карт технологического процесса.
Маршрутная карта является составной и неотъемлемой частью комплекта технологических документов при операционном описании технологического процесса изготовления или ремонта изделий. При операционном описании технологического процесса маршрутная карта (МК) соответствует сводному документу, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции) наименование операции, перечень документов применяемых при выполнении операций технологическое оборудование и трудозатраты. Для изложения технологических процессов в МК используют способ заполнения при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ .В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки. Допускается не проставлять служебный символ, на последующих строках, несущих ту же информацию при описании одной и той же операции.
Оформление операционной карты механической обработки
О — описание содержания перехода. Правила записи выполнять по ГОСТ 3.1702-79. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью ,при необходимости по всей длине строки с возможностью, при необходимости переноса информации на последующие строки.
Т —информация о применяемой при выполнении операции технологической оснастки. При заполнении этой информации следует руководствоваться требованиями соответствующих классификаторов ,государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки .Вся информация по применяемой на операции технологической оснастке записывается в следующей последовательности:
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак ";".Запись каждого технологического оснащения следует выполнять согласно обозначению по стандарту. Например, сверло 2301-1389 ГОСТ 22736-77. Допускается запись начинать, с обозначения кода, например. 2301-1389 Сверло ГОСТ 22736-77.
Перед указанием каждой основной части оснастки допускается применять условное обозначение вида:
вспомогательного инструмента — ВИ;
режущего инструмента — РИ;
слесарно-монтажного инструмента — СМИ;
средства измерения — СИ;
вспомогательного материала — ВМ.
Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, фреза 2245-0003 T15K6 (2) ГОСТ 6460-69.
Р — информация о режимах резания. Записывается отдельной строкой после окончания записи информации о технологической оснастке. При операционном описании можно применять без текстовую запись -операции. Такая запись допускается при условии обязательной разработки графических иллюстраций (операционных эскизов) к каждой операции. При записи окончательных размеров, указанных на эскизе, в документе следует указывать только обозначение обрабатываемых поверхностей.
Классификация технологических операций
Технологическая операция должна принята за основной элемент унификации и типизации при разработке организационно-технологической документации в заводском производстве ,классификация технологических операций создает предпосылки для их унификации, типизации и стандартизации на основе единства обозначения технологических операций.
Разработанный технологический принцип классификации и типизации технологических операций позволяет схему производства, используемое оборудование параметры и характеристики технологического процесса, степень механизации операций, а также проводить сравнительную оценку трудоемкости выполнения технологических операций для различных видов изделий и вариантов технологии их производства. Технологическая операция является законченной частью технологического процесса и выполняется на одном рабочем месте одними и теми же средствами труда. Существует большое разнообразие, характеристик технологических постов, на которых выполняются операции. а также значительное число технологических режимов. Поэтому рационально сгруппировать технологические операции, начиная с объединения их в типовые группы таких операций ,которые характеризуются выполнением одинаковых функций и различаются составами режимами технологических действий(переходов),а также объемом используемых ресурсов .Группы операций объединяются в подкласс, характеризующийся набором и последовательностью основных операцию составляющих более крупную стадию деления - класс .В подкласс объединяются группы операций, характеризуемые наличием их в техпроцессе, независимо от различных технологических схем производства. При укрупненном рассмотрении технологического процесса одноименные группы технологических операций и их подклассы объединяют в классы операций ,которые характеризуются общностью их выполнения, независимо от действующих на разных предприятиях технологических схем производства. Классы операций выполняются по основным рабочим постам и постоянны для различных заводов. С использованием технологического принципа классификации и типизации технологических операций может разработан классификатор технологических операций в производстве. Классификатор должен устанавливать основные положения и систему классификации и кодирования технологических операций, структуру кода технологических операций и представлять собой систематизированный свод наименований технологических и транспортно-складских операций в виде классификационных таблиц. Кроме того карта типовой технологической операции может быть основой для разработки организации и оснащение типовых рабочих (технологических постов).
Какие ключевые слова применяют при оформлении технологических переходов?
Ключевые слова технологических переходов и их условные кода
02 Врезаться 30 Точить
05 Довести 31 Хонинговать
06 Долбить 32 Шевинговать
07 Закруглить 33 Шлифовать
08 Заточить 34 Цековать
09 Затыловать 35 Центровать
10 Зенкеровать, зенковать 36 Фрезеровать
11 Нарезать 80 Выверить
14 Обкатать 81 Закрепить
16 Отрезать 82 Настроить
17 Подрезать 83 Переустановить
21 Протянуть 84 Переустановить, закрепить
22 Развернуть 87 Поджать
25 Рассверлить 88 Проверить
26 Расточить 90 Снять
27 Сверлить 91 Установить
28 Строгать 92 Установить и выверить
29 Супер финишировать 93 Установить и закрепить
Оформление карт эскизов.
1. На операционном эскизе показываются: размеры элементов детали, которые подлежат проверке на контрольной операции.
2. На операционном эскизе показываются размеры элементов детали, которые подлежат проверке на контрольной операции каждому размеру
Присваивается порядковый номер. При описании операции технического контроля в операционной технологической карте применяют также два способа записи ,как это было при оформлении карты эскиза на контрольную операцию. При первом способе оформлении эскизов, когда показываются только параметры размеров-при оформлении операционной контрольной карты указывают номер перехода и контролируемый параметр указывают номер перехода и контролируемый параметр ,например:1.157-1,0.2. 47+0,03. Таким образом, каждый проверяемый размер (параметр) следует записывать в отдельной строке графы "контролируемые параметры", ему присваивается свой номер перехода. При использовании одного средства измерения для контроля нескольких параметров их следует записывать в одну строчку, например:1.157-1,0; 144-1,0
Запись каждого средства контроля в графе "наименование средств ТО" следует выполнять согласно обозначению по стандарту. При втором способе оформления эскизов, когда на операционном эскизе все размеры маркируются порядковыми номерами в операционной технологической карте в графе "Контролируемые параметры" записывают номер параметра.
Оформление альбома технологического процесса.
В начале альбома помещают титульный лист, за которым следуют маршрутные карты технологического процесса. За маршрутными картами помещают эскиз исходной заготовки .Далее в технологической последовательности помещают операционные карты механической обработки и карты технического контроля с необходимыми эскизами. Карты технологического процесса на отдельную операцию размещают в альбоме в следующей последовательности: текстовая ОК, эскиз на операцию, выполненный на карте эскизов, схема наладки ,выполненная на карте эскизов. Для операций выполняемых на многопозиционных и многорезцовых станках, разрабатываются операционный эскиз и схема наладки на каждую позицию.
Кроме того после маршрутных карт в альбоме карт технического процесса необходимо поместить эскиз заготовки с указанием размеров ,между тем допускаемых отклонений, шероховатости поверхности и технических условий на изготовление заготовки .Если заготовка имеет сложную форму. а именно отдельные ее части и проекции могут быть выполнены на отдельных картах. Поэтому операционные карты следует заполнять в соответствии с рекомендациями ГОСТов ЕСТД.
1. Каширин Н.А. Морозов И.М. Батуев В.А. Технологическая документация при выполнении дипломных и курсовых проектов: Учебное пособие. Компьютерная версия.- 2-е изд. перер.- Челябинск: Изд. ЮурГУ, 2005- 74с
Похожие работы: ЗнакомствосоструктуройКафедра "ТММСиТ" ОТЧЕТ По теме: Знакомствосоструктуройтехнологическогопроцесса Выполнил: студент группы 721-1 Ахметов. и неотъемлемой частью комплекта технологических документов при операционном описании технологическогопроцесса изготовления или ремонта.
о растениях и почве. Технологическийпроцесс выращивания растений.Знакомство с профессией – цветовод. Выполнение. труда в соответствии соструктуройтехнологическогопроцесса. Вертикальное разделение труда в соответствии соструктурой управления. Тема.
труда в соответствии соструктуройтехнологическогопроцесса. Вертикальное разделение труда в соответствии соструктурой управления. Функции. труда и профессий и профессионального образования. Знакомство с центрами профконсультационной помощи. Варианты.
поддержки образовательного процесса и возможностях их включения в педагогическую деятельность. Владение технологическими основами. (2 часа) Цель обучения Знакомствосоструктурой курса, основными целями и задачами. Знакомство с организацией обучения. Общая.
технологический профиль; 11 «Б» - информационно-технологический профиль; 11 «В» - информационно-технологический. Использование в образовательном процессе современных образовательных технологий. знакомствасоструктурой работы. Методы проведения.
ГОСТ 3.1102 устанавливает стадии разработки и виды документов, применяемых для технологических процессов изготовления (сборки) изделий машиностроения. Состав применяемых видов документов определяется разработчиком документов в зависимости от стадий разработки, типа и характера производства.
В учебных целях из всего перечня документов, регламентируемого стандартом, рекомендуется применять: маршрутные карты (МК), операционные карты (ОК), карты технологического процесса (КТП), карты эскизов (КЭ) и карты наладки (КН). При этом, студент дипломник (по согласованию с руководителем дипломного проектирования) может оформлять только ОК или КТП.
Правила оформления МК, ОК, КТП, КЭПравила оформления форм документов обработки резанием устанавливает ГОСТ 3.1118 и ГОСТ 3.1418; наименование операций обработки резанием записывают в соответствии с ГОСТ 3.1702 и ГОСТ 17.420.
Для оформления единичных технологических процессов, выполняемых с применением различных методов обработки и сборки рекомендованы следующие номера унифицированных МК (формы 1, 1б. 2 по ГОСТ 3.1118); ОК (формы 2, по ГОСТ 3.1404); КТП ( формы 1, 1а по ГОСТ 3.1404).
Установы обозначают прописными буквами русского алфавита (А, Б, В и т.д.). Переходы нумеруют числами натурального ряда (1, 2, 3 и т.д.).
Предельные отклонения размеров в тексте технологических документов указывают числовыми значениями в одну сторону, с применением разделительного знака, например 40+ 0,2 мм; 41+0,27; 60+0,004.
В содержание (описание) операций должно быть включено: слово, характеризующее метод обработки (например, точить, сверлить, фрезеровать и т.п.); наименование обрабатываемой поверхности, конструктивных элементов производства (цилиндр, торец, сфера, заготовка и т.п.); информация о размерах или об их условных обозначениях; дополнительная информация, характеризующая число одновременно или последовательно обрабатываемых поверхностей, характер обработки (например, предварительно, одновременно, по копиру и т.п.).
При записи наименования и содержания операции допускается полная или сокращенная форма записи.
Полную запись выполняют при отсутствии графических изображений и для комплексного отражения всех действий, выполняемых станочником, например: "Сверлить четыре сквозных отверстия с последующий зенкованием, выдерживая размеры d=10+0,2; d =40±0,05; 90°±30' и 1 x 45° согласно чертежа".
Сокращенную форму записи выполняют при наличии карты эскизов, которые достаточно полно отражают всю информацию по обработке, например: "Точить поверхность, выдерживая размеры 1 и 2".
Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной.
В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, M01, A12 и т.д.
Служебные символы условно выражают состав информации и их следует проставлять перед номером соответствующей строки:
А - Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции.
Б - Код, наименование оборудования и информация по трудозатратам.
К - Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования детали, сборочных единиц, их обозначение, обозначение подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода.
М - Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделения, откуда поступает материал, кода единицы величины,единицы нормирования, количества на изделие и нормы расхода.
Т - Информация о применяемой при выполнении операции технологической оснастке.
Р - Переменные данные по режимам резания, расчётные данные по основному и вспомогательному времени.
При заполнении информации в строках А, Б, М, Р следует руководствоваться правилами заполнения соответствующих граф, расположенных в этих строках (табл. 1). При заполнении информации в строках, имеющих служебный символ О руководствуются требованиями ГОСТ 3.1702 (табл. 2), запись выполняют по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки.
При описании операционного процесса на МК номер перехода проставляется в начале строки.
При заполнении информации в строках, имеющих служебный символ Т, руководствуются требованиями классификаторов и государственных и отраслевых стандартов на технологическую оснастку, т.е. записывается условное обозначение приспособления по соответствующему ГОСТу.
Информацию о применяемой оснастке записывают в следующей последовательности:Запись выполняют по всей длине строки с возможностью переноса информации на последующие строки, разделение информации по каждому средству оснастки выполняют через знак '',". Допускается число одновременно применяемых единиц технологической оснастки указывать после кода (обозначения) оснастки, заключая в скобки, например КОД резец 2102-0005 T15K6 ГОСТ 18877 - 2.
Состав граф МК, ОК, КТП и правила их заполнения приведено в табл. 1.
Описание данных по операции выполняют в следующей последовательности:Наименование и обозначение стандартного инструмента указывают по соответствующим стандартам, а специального - по конструкторскому документу. Если условное обозначение не отражает характеристику инструмента, то в технологических документах допускается записывать дополнительную информацию, размещаемую после условного обозначения, установленного стандартом.
Карты эскизов (КЭ) оформляют согласно ГОСТам 3.1105 и 3.1104. На КЭ выполняют эскиз детали или её части, задают базовые и крепежные элементы, выделяют и нумеруют обрабатываемые поверхности, указывают обозначение шероховатости, получаемые размеры, положение режущего инструмента. Направление движения инструмента обычно указывается стрелкой. Для станков с ЧПУ выполняют траекторию движения и схему настройки инструмента, указывают координаты исходной точки начала обработки и вылет инструмента.
Необходимое количество эскизов деталей устанавливает сам дипломник из условий обеспечения полноты информации для выполнения операции, но как правило, на каждый установ составляется одна КЭ.
Пример оформления МК на технологический процесс механической обработки приведены здесь.
Технологическая карта - вид технологической документации, содержащей весь процесс обработки производимого изделия, приведены операции и их составные части, комплектующие, материалы, производственное оборудование и технологические режимы, необходимые для изготовления изделия время, квалификация работников.
К технологическим картам относятся:
В общем случае технологическая карта должна содержать:
Технологические карты принято разрабатывать:
Технологические карты различаются на операционные, общие и цикличные, а также технологические карты типовых технологических процессов.
Скачать БланкБольшинство предприятий, вне зависимости от своей организационной формы, занимающихся переработкой или перепродажей натуральной продукции, закупают ее для своей.
Договор аренды зданий и сооружений — это документальное соглашение, согласно которого арендодатель передает арендатору во временное пользование недвижимое имущество.
Сущность и особенности договора дарения Декларация по правам человека предусматривает владение имуществом. Процессы основаны на работе законодательной базы. Установлены.
Договор подряда с физическим лицом Договор подряда с физическим лицом, который заключается для организации, может стать заменой трудового договора с физическим лицом.
В настоящее время наблюдается рост частоты операций, связанных с купле-продажей земельной собственности. К заключению сделки следует подойти с максимальной ответственностью.
Авансовый отчет по средствам, потраченным работником в командировке – это документ, подтверждающий расходование работником выданного аванса. Это один из нескольких.
На основании заявления о регистрации объекта (объектов) налогообложения налогом на игорный бизнес и заявления о выдаче свидетельства о регистрации объектов игорного.
Приказ об увольнении утвержден Постановлением Госкомстата России от 05.01.2004 № 1 "Об утверждении унифицированных форм первичной учетной документации по учету труда.
Закупочный акт по форме ОП-5 применяется для закупки продуктов у населения.Составляется в двух экземплярах в момент совершения закупки сельхозпродуктов у населения.
Наряд на сдельную работу по форме 414-АПК используется для учета выполненных работ в строительстве, промышленных, вспомогательных и прочих производствах группой.
Выдачу разрешения на оружие осуществляет Отдел Лицензионно-Разрешительной работы, обычно он находится по адресу ОВД. Для того, чтобы получить лицензию на приобретение.
Письмо-запрос – одно из ряда деловых писем, составляемое для получения каких-либо официальных сведений или документов. Текст письма-запроса должен содержать.
Шрифты, бланки технологических процессов и др. шаблоны форматов, спецификации, таблицы соединений, перечня эл-в (скачать). маршрутные и операционные карты (скачать). Бланки для технологического процесса:Маршрутная карта, Операционная карта, Карта эскизов. Добавлены примеры оформления МК, ОК, КЭ. Бланки для разработки технологических процессов в машиностроении - мехобработка, гальванопокрытие, литье под давлением, 50 vtpp_f3.xls ведомость к типовому технологическому процессу карта ГОСТ 3.1408- Технологическая карта – документ, который содержит в себе полный процесс производства изделия, включая его обработку. Процесс производства в данном документе подразделяется на операции и таким образом, Технологическая карта - вид технологической документации, содержащей весь процесс обработки производимого изделия, приведены операции и их составные части, комплектующие, материалы, производственное Юридический форум Зона Закона! На сайте вы получите бесплатные юридические консультации по любым вопросам, в том числе разъяснения по федеральным законам, кодексам РФ. Профессиональные юристы и Набор Пустых бланков Технологических Карт: Технологический процесс капитального ремонта шпиндельной бабки станка моде Форма карты технологического процесса представляет собой бланк формата 48, предназначенный для заполнения основными технологическими параметрами, содержащимися в десяти разделах. В зависимости от типа технологического процесса употребляются определенные бланки, но, как правило, в каждом технологическом процессе всегда присутствуют бланки маршрутной карте в последовательности их Бланки технологических процессов. ГлавнаяНовостиПродукцияКонтактыКарта сайтаДокументы и прайсыВход для администратора. Работает на Amiro CMS - Free.
Карта технологического процесса бланк3.1. Оформление форм, бланков и документов - по ГОСТ 3.1104-81.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с табл. 2.
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
Обозначение служебного символа
Содержание информации вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Примечание. При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
3.12. Графы форм следует заполнять в соответствии с табл. 4.
3.13. Размеры граф форм следует выбирать в соответствии с табл. 5, исходя из шага печатающих устройств 2,6 мм.
3.14. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
Норма штучного времени на операцию
Примечание. Допускается, в соответствии с отраслевыми нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по Тшт.к (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции)
Наименование детали, сб. единицы или материала
1. В графе «Количество знаков» дано количество знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.15. При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных надписей в формах - по ГОСТ 3.1103-82.
3.17. При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установов непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением будет присваиваться служебный символ О.
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Оформление графических изображений - по ГОСТ 31104-81.
3.18. При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.
3.19. Примеры оформления МК приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резаниемПример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки

1. Общие требования. 1
2. Правила применения. 1
3. Правила оформления. 2
Приложение Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием. 14
Сергей 2011-02-22 12:32:27
ГОСТ 3.1118-82 - это ерунда! На многих заводах уже отказались от стандартных бланков (маршрутная, операционная карта).
Оформление по ГОСТ 3.1118-82 не дает нужной информации. Большие машиностроительные предприятия без поддержки государства сейчас "доживают своё" и переходят в частные руки. А предпринимателей интересует информация стандартного бланка в более наглядном упрощенном виде (без кодов) и дополнительно немножечко другая информация - коммерческая, касающая цены изделия.
Пример: есть заготовка - цена (закупка, транспорт. ), есть операция - цена (расходники, инструмент, амортизация. ), а на титульном - суммарная цена изделия (сколько нужно вложить $ в изготовление этого изделия).
Или может я не прав?
[Ответить] [Ответить с цитатой] [Отменить ответ]
Илья 2011-03-25 09:02:48
это тогда получится прайс-лист.
но форма действительно не особо удобна.
должны быть просто наименования операции, что делать, технологическое оборудование.
[Ответить] [Ответить с цитатой] [Отменить ответ]
Сергей 2011-03-25 14:27:46
Код, ни код. Да хоть код! Прайс - ни прайс. Не важно!
Раньше работая на заводе (опытное производственное предприятие) ставилась любая задача (изготовить. ), к которому прилагался техпроцесс: там - нормо/часы, расценка за единицу и операцию (все продумано технологом до мелочей).
Сейчас зароботная плата выдается в конвертах с напоминалкой: \\\"Не разглашай тайну!\\\". А от чего это?
Объясню. Предприятия медленно и верно дробятся, переходят в частные руки. Небольшому предпреятию накладно содержать техотдел (и др. структуры), не до этого, НЕ ИНТЕРЕСНО. Кроме того (личный опыт) руководители чаще всего не компентентны в вопросах производства (отсутствие опыта). Технологический анализ изготовления изделия - основа для его ценообразования. Грубо говоря - если перед изготовлением изделия поработал технолог, то ты знаешь реальную стоимость изделия: машинное и вспомогательное время, все расходники, амортизацию и обслуживание оборудования, киловаты, задействованные площади и т.д. Технологическая карта ставит все на свои места! Дальше идут другие надстройки ценообразования. Технологическая, маршрутная карта исключает любой обман, просчеты. Тем, кто заинтересован в обмане, содержать технолога НЕ ИНТЕРЕСНО. Поэтому заработная плата выдается в конверте.
Вы можете самостоятельно проверить это. Например, заказывая (роль заказчика) любое изделие (будь то мебель, или деталь вертолета. ), попросить аргументировать цену. Внятного вы ничего не услышите, \\\"Коммерческая тайна!\\\".
Хромает ценообразование на начальной стадии, цена изделия завышена (для заказчика) на процентов 15 (дабы не \\\"влететь\\\", а там как получится), для сотрудников занижена (зарплата в конверте). Хромает качество: вместо технолога работает \\\"Кулибин\\\". Хромает текучесть кадров: попробуйте дважды, даже случайно, ошибиться в расчете зарплаты специалисту - будет результат.
Разошелся я чего-то сегодня.
На самом деле я делаю универсальную компьютерную программу для расчета стоимости любого изделия на любом предприятии. Алгоритм продумывал лет пять. Поэтому решил вспомнить о правильности заполнения техпроцесса (я технолог по образованию). Столкнулся с тем, что сейчас такой документации практически не осталось на предприятиях! Всё - не работает! Хоть плачь, лезь в интернет \\\"по поисковику\\\"! Работает только 1С для налоговой, примитивные XL, WIN-Гран-смета для строителей (эт я о программном обеспечении).
Эта прога - основа других внутренних и внешних отношений предприятий (ГП, общая база VS SQL на сервере). Техпроцесс может частично или полностью составляться на стадии конструкторской разработки. Группа предприятий (изготовление деталей одного изделия), где коэфициент трудового участия расчитывает прога по установленным (обговоренным: устав ГП) экономическим правилам!
Я раньше сам заполнял листы техпроцессов \\\"в рукопашную\\\", затем отдавалось это все перерисовываться тушью на кальку, потом только копировалось (небыло тогда нормальной копировальной техники, компьютеров, программ). А теперь-то что мешает развиваться?
[Ответить] [Ответить с цитатой] [Отменить ответ]
Татьяна 2015-09-18 23:07:10
Вы правы! на крупных предприятиях кое-где еще имеются техпроцессы, но в основном используют типовые. и маршрутные карты есть не везде, да и наряды на сделку мастера пишут к концу месяца - к расчету зарплаты.
А без техпроцесса нет трудоемкости, значит и себестоимость точно обсчитать невозможно, да и обосновать цену невозможно, да и расчет зарплаты - "относительный". поскольку нормы времени тоже относительные.
Грустно, но факт.
[Ответить] [Ответить с цитатой] [Отменить ответ]
Евгений 2013-12-24 10:16:52
Привет, Сергей! Моё уважение. Очень рад читать внятный текст о реальном (плачевном) положении дел. Я по образованию метролог, спеуиалист по стандартизации и сертификации. Работаю же технологом. И вижу реально, что наша ЕСТД (и даже уже ЕСКД) вообще не прменяются в компаниях! Это ужас. Я в шоке от упадка в области формления технологической документации в России. Пишите на почту.
[Ответить] [Ответить с цитатой] [Отменить ответ]