Рейтинг: 4.2/5.0 (1873 проголосовавших)
Рейтинг: 4.2/5.0 (1873 проголосовавших)Категория: Инструкции
Сегодня о том, как паять полипропиленовые трубы своими руками, знают практически все, кому хоть раз приходилось сталкиваться с ремонтом или заменой канализации в своем доме или квартире. Но далеко не все знают, как правильно паять полипропиленовые трубы, а ведь эта работа, несмотря на свою простоту, требует определенных знаний и умений, и, чтобы она была выполнена успешно, нужно соблюдать правила.

Пайка полипропиленовых труб не обойдется без специального паяльного аппарата.
Полипропиленовые трубы в сантехнических системах почти полностью заменили трубы из металла. Они не уступают им в прочности, долговечности и, в отличие от металлических труб, не подвержены коррозии. Их можно использовать, как для холодного, так и горячего водоснабжения. При этом монтаж и демонтаж труб из полипропилена достаточно прост и под силу даже непрофессионалам.
Сварочный аппарат для пайки полипропиленовых труб своими рукамиДля того чтобы соединять полипропиленовые трубы. нужен специальный сварочный аппарат или, как чаще называют его специалисты, утюг для сварки пластиковых труб. Аппарат, посредством которого производится пайка, стоит несколько тысяч рублей, а требуется редко, поэтому, если есть такая возможность, лучше взять его в аренду или напрокат.

Устройство сварочного аппарата для пластиковых труб..
Этот небольшой, легкий и компактный прибор работает от электрической сети в 220В. В комплекте с ним идет инструкция по использованию и специализированные нагревающие насадки на трубы различных диаметров. В инструкции дана подробная информация о том, какая температура нагревания используется в каждом конкретном случае, когда производится пайка. Чтобы выдержать нужный режим температур, качественно произвести монтаж и не испортить материал, перед началом нужно подробно ознакомиться с технологией работ, декларируемой в инструкции к сварочному аппарату.
Технология по сварке своими руками труб из полипропилена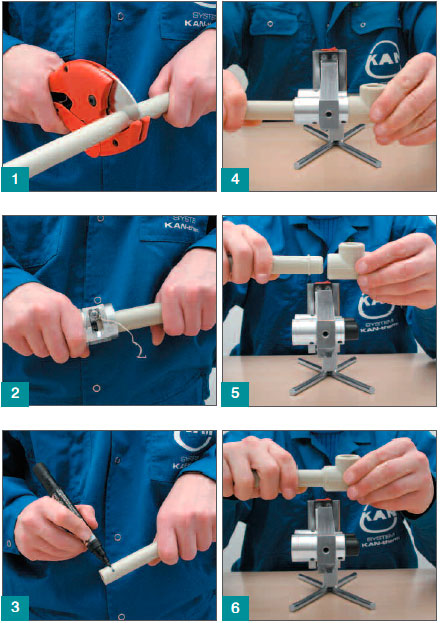
Трубы из полипропилена хороши еще и тем, что их монтаж можно производить буквально везде, делать его скрытым на чердаке, под полом, встраивать сантехнические системы из них в стены. Если пайка произведена правильно, то они прослужат без ремонта не один десяток лет.
Вкратце суть технологии монтажа труб из полипропилена своими руками заключается в том, что под воздействием определенной температуры концы двух элементов будущей сантехнической системы разогревают, а затем, плотно вжав друг в друга, соединяют.
При этом нагретые трубы нужно вжать одна в другую как можно плотнее.
Монтаж и сварка любой сантехнической системы, даже самой простой не обходится без муфт, тройников и поворотных элементов. Их необходимо нагревать по-разному.Трубы нагревают с наружной стороны, а элементы соединения с внутренней. Если проигнорировать это правило, соединение будет непрочным и быстро развалится.
Когда пайка полипропиленовых труб производится своими руками, особенно при использовании деталей малых диаметров, нужно внимательно следить за тем, чтобы поверхность внутренних швов не теряла проходимости. При перегревании полипропиленовых труб, существует риск того, что внутри них произойдет чрезмерный наплыв материала, и отверстие закупорится. Поэтому после того, как пайка будет закончена и шов остынет, трубу необходимо проверить на проходимость, продув или пустив через нее воду.
В случае, когда пайка сантехнических узлов из полипропиленовых труб выполняется впервые, и нет опыта выполнения подобных работ, лучше подстраховаться и материал для монтажа ? трубы, разводки, переходники ? приобрести с небольшим запасом.
Обустроить свой дом максимально надежно и качественно стремится каждый рачительный хозяин. Выполняя работы, которые раньше доверили бы только профессионалам, своими руками, вы существенно экономите и получаете удовлетворение от результатов своего труда.



















1. Подготовка к сварке пластиковых труб
Подберите сварочные гильзы аппарата в соответсвии с диаметром,а затем вставьте их и закрепите на сварочном столе.
Тщательно очистите контактные поверхности. Выбирая чистящее средство, лучше использовать жидкости, рекомендуемые непосредственно производителями такой продукции. Хлорэтилен, трихлорэтан, этиловый спирт, изопропиловый спирт хорошо подойдут для данной цели.
Задайте температуру нагревательного элемента. Температура, устанавливаемая на терморезисторе, должна быть в интервале от 250°C до 270°C для обеспечения правильного соединения.
Отрежьте трубу перпендикулярно оси, снимите фаску и зачистите поверхность в случае необходимости.
2. Присоединение и предварительное нагреваниепластиковых труб
На данном этапе свариваемые торцы присоединяются к тепловому элементу под давлением, которое следует устанавливать в соответствии с таблицами, предоставляемыми производителем сварочного оборудования, так как оно зависит, помимо диаметра и толщины свариваемых компонентов, от сечения толкающего цилиндра в цепи управления сварочного устройства и может изменяться в зависимости от модели применяемого аппарата для сварки пластиковых труб.
После образования кромки следует понизить давление (10% значения присоединения и предварительного нагрева), что позволит материалу прогреться равномерно на всю толщину.
4. Удаление нагревательного элемента
Данная операция должна быть выполнена за максимально короткое время. Она включает отдаление свариваемых краев от нагревательного элемента, удаление элемента без повреждения размягченных поверхностей и немедленное соединение свариваемых торцов. Быстрое выполнение перечисленных действий позволит избежать чрезмерного охлаждения краев (температура поверхности понижается на 17°С за три секунды).
5. Установка давления сварки
При соединении торцов труб давление постепенно увеличивается (см. таблицу).
Давление сварки необходимо поддерживать в течение времени сварки (см. таблицу).
После завершения сварки контактное давление снимается, а соединение может удаляться из сварочного аппарата. Ни в коем случае не следует использовать механическую нагрузку до полного остывания соединения. Время охлаждения должно быть не меньше времени сварки.

Таблица 5. Режимы сварки пластиковых труб (47)
Посмотрим видео. (48)
Пластиковые трубы, пожалуй, окончательно сумели заменить металлические изделия, и посему сварка полипропиленовых труб является одной из насущных проблем каждого, кто решил заиметь в своем доме новый трубопровод.
Сегодня существует целая система сборки пластиковых трубопроводов, которая, помимо прочего, включает в себя соединение труб разных диаметров, включение обводов, монтаж крепежной и запорной арматуры. Современные элементы системы позволяют осуществить сборку трубопроводной системы любой конфигурации и сложности.
Сварка полипропиленовых труб
Наверное, единственным минусом трубопроводов из полипропилена является, так сказать, их необратимость, поскольку после демонтажа сварного соединения детали не могут быть использованы повторно. По этой причине работу с полипропиленовыми трубами следует выполнять с особой внимательностью, иначе придется опять делать замену полипропиленовых труб в квартире .
Оборудование для соединения полипропиленовых труб методом сваркиСварка труб из полипропилена проводится довольно просто:
Герметичность и прочность грамотно выполненного сварного соединения довольно высоки, за счет чего полипропиленовый трубопровод способен работать при достаточно высоком внутреннем давлении.
Аппарат для сварки полипропиленовых труб довольно прост и в своем устройстве практически не имеет различий в сравнении с обыкновенным домашним утюгом. Он также состоит терморегулятора, нагревающей плиты и ручки. Нагревающая плита обычно имеет два отверстия для крепления к ней сварных элементов (насадок).
В стандартный набор для сварки полипропиленовых труб своими руками. как правило, входит четыре комплекта сварных насадок, позволяющих решать практически любые бытовые задачи (насадки 20, 25, 32 и 40 мм в диаметре). Рабочие поверхности насадок имеют тефлоновое напыление, и поэтому изготовить сварочные элементы самостоятельно нет возможности, поскольку к незащищенной нагретой поверхности будет прилипать пластик.
Внутри набора для сварки, как правило, содержится краткое руководство по ведению сварных работ, по этой причине подробно рассматривать сварочный процесс не имеет смысла. Рассмотрим часто совершаемые ошибки, характерные для новичков сварочного дела.
Сварка армированных полипропиленовых труб выполняется посредством использования такого же сварочного аппарата
Нюансы в сварке полипропиленовых труб Обезжиривание торцов свариваемых элементовПервым требованием, игнорируемым практически всеми, является обезжиривание торцов свариваемых элементов. Конечно, трубы сварятся и без данной процедуры, однако качество соединения будет более низким. Прежде чем начать сварку, требуется обработать спиртом внутреннюю сторону фитингового элемента и наружный конец трубы.
При этом также будут удалены частицы мелкого абразива и пыли, которые способны провоцировать повреждение тефлонового покрытия насадок сварного аппарата.
Кроме того, перед процедурой сварки необходимо тщательно осмотреть и протереть ватой, смоченной спиртом, непосредственно сами насадки – это предотвратит налипание расплавленного пластика и повреждение тефлона при механическом удалении остатков пластика с его поверхности.
Правильная разметка глубины посадкиЕще один немаловажный момент – это правильная разметка глубины посадки конца трубы в фитинг. Фитинги различного калибра обладают различной глубиной свариваемого соединения, посему перед сваркой требуется измерить ее с помощью штангенциркуля или линейки.
Это нужно для того, чтобы избежать введения трубы в отверстие сварочной насадки слишком глубоко. Игнорирование данного правила может повлечь за собой сужение сечения проходного отверстия либо привести к запайке трубы.

Сварка полиэтиленовых труб – видео о выполнении которой можно найти на нашем портале, выполняется посредством специальных сварочных машин
Специальное приспособлениеРазметка труб для сварки – довольно хлопотное дело, по этой причине рекомендуется изготовление специального приспособления, позволяющего сэкономить впоследствии и время, и нервы. К примеру, данное приспособление для трубы с наружным диаметром в 20 мм можно выполнить из куска трубы 32 мм в диаметре.
Если вы постоянно сталкиваетесь со сваркой полипропиленовых труб, то рекомендуем вам изготовить подобные мерные кольца под все диаметры труб.
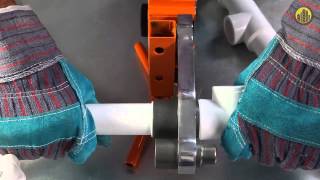
Должно участвовать не менее двух человекПри сварке полипропиленовых элементов по месту их дислокации, один человек должен удерживать сварочный аппарат, а второй стыковать фитинг и трубу сперва со сварными насадками, а затем между собой.
Наиболее распространенной ошибкой считается нагревание элементов дольше положенного, из-за чего может быть сужен просвет трубы. Время нагрева и остывания для каждого диаметра указано в специальной таблице.
Несмотря не множество нюансов, сварка полипропиленовых труб не требует специальных навыков. Поэтому каждый желающий самостоятельно установить трубопровод, например при замене труб в ванной. может смело браться за достижение поставленной цели.
1. Перед началом монтажа необходимо протереть свариваемые детали полипропиленовых труб и сварочные насадки паяльника чистой тканью, а также обратить внимание на края свариваемых труб, они должны быть ровно отрезанные, при необходимости нужно их выровнять;
2. Установите сварочный аппарат на подставку;
3. Закрепите на нагревательном элементе сварочного аппарата насадку для сварки труб необходимого диаметра, причем, конструкция паяльника, в зависимости от модели, позволяет устанавливать несколько нагревательных насадок разного диаметра, для удобства работы при сварке полипропиленовых труб и фитингов;


4. Настройте сварочный аппарат на температуру 260 о С, При работе с новым аппаратом, при первой сварке, необходимо производить работу на открытом воздухе или в легко проветриваемом помещении, т.к. при производстве, детали сварочного аппарата покрываются специальным раствором, который, при первичном нагревании, образует дым и специфический запах,

При работе с паяльником для полипропиленовых труб, происходит нагрев деталей сварочного аппарата, поэтому избегайте прикосновения к паяльнику открытыми частями тела. Не допускайте к работающему сварочному аппарату детей или животных.
Сварочные аппараты candan работают от сети переменного тока 220 вольт, при включении аппарата, на переключателях включения и выключения загорается индикатор красного цвета, который гаснет после достижения заданной температуры нагревания.
Аппарат для сваривания полипропиленовых труб CANDAN имеет двойной нагревательный элемент, для быстрого нагревания можно использовать оба переключателя, после нагревания один из переключателей рекомендуется выключить.

5. При достижении заданной температуры. следя за сохранением угла соединения, медленно начинайте разогревать пластиковую трубу с внутренней стороны насадки и фитинг с наружной стороны насадки. Трубу необходимо держать нагретой в соответствии со временем, указанным в таблице. По очереди вытягивая детали назад. соедините их друг с другом.

Следите, чтобы электрокабель и вилка не соприкосались с нагревательным элементом. Не ударяйте и не роняйте сварочный аппарат.
Охлаждать паяльник для полипропиленовых труб candan нужно естественным путем, держа его на открытом воздуже, ни в коем случае нельзя охлаждать паяльник водой.
После окончания сварочных работ трубу проверяют на герметичность подачей воды в систему.
Время нагрева полипропиленовых труб
Полипропиленовые трубы сварка
Появившись относительно недавно, полипропиленовые трубы сразу же завоевали симпатии сантехников и простых обывателей. Экологичный, качественный материал предполагает длительный срок службы, а правильный монтаж позволяет обеспечить надежную герметичность стыков. Немаловажное значение имеет универсальность таких труб. Они используются в водоснабжении, различных оросительных и дренажных системах. Можно применять их для отопительных систем. Главное, знать, как сварить полипропиленовые трубы максимально правильно, надежно. Для этого потребуется информация о этих современных изделиях.
Плюсы полипропиленовых труб

В подавляющем большинстве, все недостатки, возникающие при монтаже, связаны с несоблюдением технологического процесса и неверным подбором фитингов, кранов.
Какие трубы подойдут именно вам?Для того чтобы система отопления или водоснабжения из полипропиленовых труб была надежной долгое время, нужно правильно их выбрать.
Зная такие параметры, нужно подбирать соответствующую марку труб:
Последняя разновидность полипропиленовых труб универсальная. Высокие эксплуатационные характеристики позволяют применять для самого широкого использования.
Инструменты, которые вам понадобятсяКроме, собственно, расходных материалов (труб, кранов, фитингов) для монтажа потребуется набор соответствующего инструмента:

Так выглядит сварочный аппарат для сварки труб
Этапы работ – процесс сваркиКак подготовить трубы

Режем трубу под 90 градусов
Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.
Особое внимание нужно обратить на качество и остроту режущего инструмента. Если он не достаточно острый, то вместо отрезания вы будете мять трубу.

Зачищаем края трубы
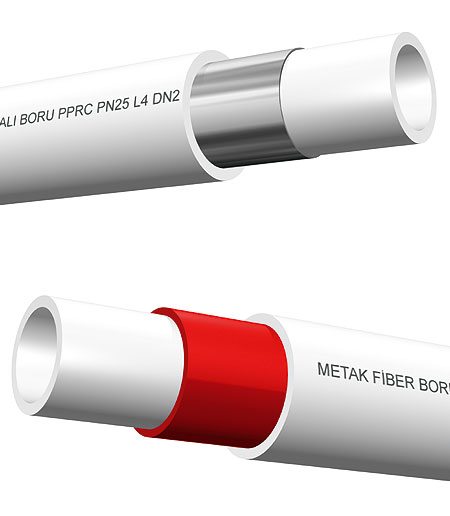
Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Подготовка сварочного аппарата
Аппарат для сварки труб требует определенной подготовки перед монтажом. Нужно выбрать ровную, гладкую поверхность и установить на нее прибор. Все детали сварочного агрегата должными сухими, чистыми. В случае необходимости их протирают спиртом. Элементы, служащие для нагрева, нужно установить при отключенном аппарате.

Время нагрева деталей трубы определяем по таблице
Когда сварочный аппарат подключен к сети, загораются индикаторы на корпусе. Один индикатор предназначен для контроля за температурой нагрева. Он должен погаснуть, когда нагрев достигнет требуемой величины. Рекомендуется, после того, как лампочка потухнет, подождать 5 минут, а затем приступать к сварке изделий. Второй индикатор – контрольный, он свидетельствует о подключении аппарата к сети.
Для нагрева самой трубы используется гильза, для нагрева фитингов предусмотрен дорн.
После того, как аппарат нагрелся, насаживают свариваемые элементы на предусмотренные места. Данную операцию необходимо производить одновременно и прилагать определенные усилия.

После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Когда детали (труба и фитинг) установлены на сварочный аппарат, начинается отсчет времени нагрева. Правильно выбранный промежуток времени обеспечивает оптимальную расплавку материала и надежность шва. Абсолютное время нагрева зависит от диаметра трубы, который вы можете посмотреть в таблице выше.
Затем нагретые детали снимают с аппарата и стыкуют. Предварительно сделанные отметки помогут соединить детали правильно. Крутить и поворачивать элементы строго запрещено. Это приведет к нарушению стыка. Кроме того, нужно убедиться, что в нагретых деталях не появилось никаких наплывов.
Теперь стоит аккуратно отложить сваренный элемент в сторону, до полного остывания. Если вы все сделали, как положено, то должно получиться надежное и герметичное соединение.
Такие рекомендации помогут вам понять, как правильно сварить полипропиленовые трубы своими руками, а значит самостоятельно выполнить монтаж водопровода или отопления. Кроме этого читайте про монтаж полипропиленовых труб своими руками .

Вставляем трубу, но обратите внимание потом нельзя прокручивать трубу.
Видео — процесс работы с трубами
 На сегодняшний день пластиковые трубы полностью вытеснили из рынка металлические и чугунные трубы. Основные превосходства пластика это отсутствие коррозии, длительный срок эксплуатации, простой монтаж. Их отличительная особенность также довольно низкая цена по сравнению с аналогами. Такие трубы не теряют свою прочность с годами, а также очень удобно то, что всегда можно легко исправить некачественное соединение с помощью муфт.
На сегодняшний день пластиковые трубы полностью вытеснили из рынка металлические и чугунные трубы. Основные превосходства пластика это отсутствие коррозии, длительный срок эксплуатации, простой монтаж. Их отличительная особенность также довольно низкая цена по сравнению с аналогами. Такие трубы не теряют свою прочность с годами, а также очень удобно то, что всегда можно легко исправить некачественное соединение с помощью муфт.
Когда приходит время менять старые ржавые трубы на новые пластиковые, задумываешься, как их крепить и соединять между собой. Прошли те времена, когда вызывали сантехников, для замены водопровода, канализации или отопления в доме. С пластиковыми трубами даже тот, кто не имеет навыков в работе с сантехникой, может с лёгкостью поменять водопровод самостоятельно. Необходимо только изучить основы работы и придерживаться определенных правил монтажа и дальнейшей эксплуатации.
Необходимые материалы и инструментыИтак, вам понадобятся:
 муфты соединительные;
муфты соединительные;Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной. В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб :
 Включаем сварочный аппарат. При включении индикатор на кнопке должен светиться. Затем сварочный аппарат должен нагреться. Время нагрева составляет обычно 10?30 минут, это зависит от окружающей температуры. Можно приступать к работе, когда аппарат нагреется до 260 градусов. Если сварочным аппаратом работают впервые, нужно подождать ещё 5 минут после нагрева, а потом начинать работу.
Включаем сварочный аппарат. При включении индикатор на кнопке должен светиться. Затем сварочный аппарат должен нагреться. Время нагрева составляет обычно 10?30 минут, это зависит от окружающей температуры. Можно приступать к работе, когда аппарат нагреется до 260 градусов. Если сварочным аппаратом работают впервые, нужно подождать ещё 5 минут после нагрева, а потом начинать работу.Данное соединение очень прочное и герметичное. может выдержать любую степень давления.
Сварочный аппарат состоит из терморегулятора. ручки и нагревательной плиты. В нагревательной плите имеются два отверстия, в них вставляются трубы и производится сварка элементов. Насадки сварочного аппарата отличаются, потому что во время сварки применяют трубу и фитинг, которые различны по диаметру.
Наиболее распространенные трубы с внешним диаметром 32 и 20 мм. Их применяют в водопроводных и отопительных системах. На каждой пластиковой трубе имеется маркировка о диаметре. В комплект аппарата для сварки пластиковых труб входит четыре пары сварных элементов, с помощью них можно крепить трубы с различным диаметром (от 20-ти до 40 мм). Такой сварочный аппарат невозможно изготовить самому, потому что его детали покрыты тефлоновым напылением. Конечно, можно выточить некоторые детали на станке, но без тефлонового покрытия пластик при нагревании прилипает к металлу.
Правила сварки труб из пластика Обезжиривание поверхностей свариваемых деталей, является очень важным требованием, которое иногда не соблюдается. Значительно ниже будет качество сварки, если не провести обезжиривание. Перед началом процесса внутреннюю поверхность фитинга и торец трубы необходимо протереть спиртом. Это способствует лучшей адгезии поверхностей. а также удаляет мелкие частицы и пыль. Перед установкой насадки также осматривают и обрабатывают поверхности спиртом. Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.
Обезжиривание поверхностей свариваемых деталей, является очень важным требованием, которое иногда не соблюдается. Значительно ниже будет качество сварки, если не провести обезжиривание. Перед началом процесса внутреннюю поверхность фитинга и торец трубы необходимо протереть спиртом. Это способствует лучшей адгезии поверхностей. а также удаляет мелкие частицы и пыль. Перед установкой насадки также осматривают и обрабатывают поверхности спиртом. Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.Как правило, пайкой пластиковых труб занимается один человек на ровной и твердой поверхности — на полу или на столе. Но иногда при сборке трубопровода требуется ещё один человек. При сварке обычно один человек держит сварочный аппарат, а другой соединяет трубу и фитинг. Сначала соединяют с горячими насадками, а потом между собой. Одному человеку тяжело быстро снять и трубу, и фитинг. Один элемент может остаться в аппарате, а чтобы этого не произошло, помощник должен быстро помочь с извлечением.
Во время сварки пластиковых труб нужно действовать очень быстро. Следует соблюдать время нагрева соединяемых элементов. Для каждого диаметра индивидуальное время нагрева.
Таблица времени сварки Эксплуатация сварочного аппаратаАппарат для сварки пластиковых труб фактически самый важный инструмент в данном виде работ. Поэтому его правильное хранение и использование крайне важны. Чтобы продлить срок эксплуатации сварочного аппарата, следует соблюдать некоторые правила:
 Насадки сварочного аппарата покрыты тефлоном, что препятствует образованию нагара. После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.
Насадки сварочного аппарата покрыты тефлоном, что препятствует образованию нагара. После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.Следуя вышесказанному можно резюмировать, что пайка пластиковых труб не представляет собой особых сложностей. Достаточно придерживаться всех правил монтажа, и вы гарантированно получите комфортную и надежную работу вашей системы водоснабжения или отопления.
Видео сварки пластиковых труб
Выбор и установка мембранного бака
Особенности пайки труб из полипропилена
Особенности отопительной системы с медными трубами
Добавить комментарий Отменить ответСпасибо! Ваш комментарий появится после проверки.
© 2015 г. Teplo.guru. Все права защищены.
Копирование материалов сайта возможно без предварительного согласования в случае установки активной индексируемой ссылки на наш сайт.
По вопросам сотрудничества обращайтесь по email: dir.bsond@gmail.com
Ваш заказ принят.
В самое ближайшее время с Вами
свяжется наш менеджер.
Современные технологии установки трубопроводов из полипропилена позволяют обойтись без дополнительных комплектующих при их соединении и прекрасно соединяют участки обрезанных труб путем сварки.
Это экономит денежные затраты, которые могли бы повлечь за собой покупку всевозможных фитингов, уголков, тройников, переходников и прочих присоединяющих элементов.
К тому же в тех местах, где трубопровод не должен укорачиваться или удлиняться дополнительные приспособления не смогут ничем помочь, а придет на выручку только сварка, которая сохранит трубы в целостности и такой же длине.
А, если вы решили произвести спайку полипропиленовых труб самостоятельно, тогда вам следует учесть многие моменты и рекомендации экспертов этого профиля.
Для того чтобы спаять полипропиленовые трубы при помощи «холодной» сварки, трубы сначала нарезают на необходимые участки так, как они будут соединяться. Учитывают при этом все углы, наклоны срезов, углы наклона горизонта и другие моменты.
Во время учета всех тонкостей расположения будущего трубопровода, прорисовывают или ставят метки в самых важных местах, а именно там, где будет производиться сварка.
При методе «холодной» сварки используют специальный для этих функций клей, способный очень прочно соединять такие материалы, как полипропилен, поливинил и прочие синтетические материалы на основе пластика.
На обе стороны отрезанных краев труб наносится клей «Холодная сварка» и быстрым движением соединяют их, прижимая очень крепко. Держать в таком положении нужно около 15 секунд, больше не нужно.
Важно! Однако воду по таким трубам нужно подавать не раньше, чем через час после склеивания, при этом система трубопровода должна быть надежно зафиксирована и быть абсолютно неподвижной.
В противном случае от напора воды, возможны перекосы, а затем и повреждения труб, в первую очередь, именно на участках недавнего соединения.
Есть еще одна деталь, которую следует знать, чтобы не упустить из виду: такой метод соединения трубопровода очень прочный и не уступает методу сварки под высокими температурами, но, тем не менее, он не прочен при подаче горячей воды и может выполнять свои функции только при подаче холодной воды.
Не забывайте соблюдать инструкции по технике безопасности с агрессивными клеями.
Такие полипропиленовые трубы оснащены алюминиевой прослойкой арматуры, и благодаря этому, обладают устойчивостью к повышенным температурам и химическим веществам, сниженному линейному расширению благодаря арматуре из алюминиевой фольги или стекловолокна.
Пропускная способность таких труб с годами из-за коррозийных засоров, продуктов распада и гниений, не уменьшается, а остается стабильной, что повышает их эксплуатационные характеристики.
Чтобы грамотно, нужно обозначить полностью схему будущего трубопровода, чтобы вы уже знали, где какие соединения, повороты и углы.
Также необходимо подобрать соответствующие инструменты, такие как:
Применяется для раструбной сварки и выглядит как нагреватель или паяльник. Аппарат для сварки полипропиленовых труб обязательно должен иметь подставку, потому что все работы при помощи этого приспособления ведутся не на весу.
Важно! Все необходимые инструкции, касающиеся работы сварочного аппарата, нужно соблюдать неукоснительно, чтобы избежать нежелательной порчи труб или каких-либо аварийных ситуаций.
Набор насадокНасадки для сварочного аппарата всегда должны идти в комплекте с самим приспособлением для сварки труб.
Крайне редко случается, чтобы аппарат продался без насадок, которые дают возможность работать с полипропиленовыми трубами различных диаметров.
КусачкиДля многих удобнее пользоваться кусачками, а не труборезом, для того, чтобы отрезать трубы на отрезки необходимой длины.
Некоторые армированные трубы удобнее резать маленькими площадями в диаметре, а не сразу весь диаметр трубы целиком.
Это зависит от характера армирования: алюминий или стекловолокно. И тот и другой вариант прекрасно отрезается кусачками, которые еще на языке сантехников называются ножницами для полипропиленовых труб.
ТруборезНекоторые специалисты все же привыкли работать с труборезом, поэтому при подготовке к спайке полипропиленовых армированных труб они используют труборез. Этот инструмент обеспечивает практически идеальный срез быстро, точно и надежно.
ШейверЭтот инструмент предназначен для зачистки краев полипропиленовых армированных алюминием труб. Это необходимо делать для того, чтобы обеспечить прочное соединение такого трубопровода.
ФаскоснимательДля некоторых видов работ при сварке требуется снятие фаски для того, чтобы легче было устанавливать трубу в муфту. Именно для этих целей служит фаскосниматель.
Вспомогательные инструменты и материалыДля некоторых этапов может понадобиться калибр, чтобы концы труб были гладкими и без зазубрин. Также перед сваркой армированных полипропиленовых труб часто требуется обработать концы труб перед сваркой специальной обезжиривающей жидкостью.
 Фото:зачистка при помощи шейвера
Фото:зачистка при помощи шейвера
 Фото: правильная зачистка
Фото: правильная зачистка
 Фото: нагревательный процесс
Фото: нагревательный процесс
На данном этапе ни в коем случае нельзя делать двух вещей:
Важно! В процессе сборки полипропиленового трубопровода методом сварки обязательно соберите самые сложные участки на столе, а затем только устанавливайте их по вашему плану.
При нагреве полипропиленового материала используется температура только 260 градусов Цельсия, все возможные отклонения от этой температуры исключены и не должны допускаться.
Иначе работа с нагревом таких труб будет весьма хлопотной с нежелательными последствиями: плохая спайка, слишком большой нагрев до жидкого состояния.
Также очень важно использовать определенное время нагрева труб из полипропилена, чтобы результат был самым оптимальным.
Для этого можно использовать специально разработанную производителями сварочных аппаратов для пластиковых труб таблицу:
Диаметр трубы, мм
Расстояние от трубы до метки, мм
Подключение стиральной машины к водопроводу производится следующими методами .
Соединения в трубах таким способом, как вварные седла, обеспечивают разветвления от уже установленного трубопровода.
Чтобы не разбирать целый участок труб и не деформировать систему, применяют этот способ сварки в седлах, которые делают путем сверления отверстий в нужных местах, где предполагается ответвление, а затем последующего монтажа фитингов и труб.
Этапы сварки вварных седел:
 Фото: процесс высверливания
Фото: процесс высверливания
 Фото: установка сварочного аппарата на весу
Фото: установка сварочного аппарата на весу
 Фото: штуцер нагрева сварочного прибора вставляется в отверстие трубы
Фото: штуцер нагрева сварочного прибора вставляется в отверстие трубы
 Фото: штуцер варочного седла нужно очень быстро вставить в размягченное отверстие
Фото: штуцер варочного седла нужно очень быстро вставить в размягченное отверстие
 Фото: сварка варочных седел
Фото: сварка варочных седел
При сварке варочных седел очень важно следовать всем инструкциям и рекомендациям специалистов, которые могут сослужить добрую службу в процессе сварочных работ полипропиленовых труб и не приведут к аварийным ситуациям впоследствии.
Всевозможные ошибки, которые допускались во время спайки, когда производится монтаж полипропиленовых труб, зачастую приводит к различным проблемам: плохой напор воды, разрыв труб, расслоение участков полипропиленовых арматурных трубных соединений, протекание и просачивание воды через участки соединения и прочие неполадки в работе всего трубопровода.
Самые распространенные ошибки допускаемые при сварочных работах в момент установки полипропиленовых труб
Одной и самых распространенных ошибок при пайке полипропиленовых труб является не плотная посадка трубы в фитинг.
Благодаря чему в самом соединении между трубой и краешком фитинга образуется зазор, который и станет потом причиной течи трубы, ведь это «слабое звено» всего трубопровода.
Именно здесь чаще всего и происходят прорывы труб. Поэтому при сварке очень внимательно следите за тем, насколько плотно вы «посадили» трубу в фитинг.
Второй, не менее распространенной ошибкой, которую часто допускают неграмотные сантехники или неопытные хозяева, это, наоборот, превышение глубины посадки трубы в муфту фитинга или другого присоединительного элемента в процессе нагрева этих деталей.
Такая ошибка приводит к загибанию вовнутрь торца трубы, из-за чего образуются своеобразные наросты, на языке сантехников – граты, которые сужают проход труб, а значит и уменьшат в будущем напор воды потому, что будут препятствовать свободному течению воды по трубам.
Обычными ошибками, которые делают часто невнимательные работники, это перегрев и недогрев деталей.
Такое происходит тогда, когда слишком часто переустанавливают регулятор температуры на сварочном аппарате, который лучше вообще оставить в покое и не трогать, зафиксировав его в положении на 260 градусов Цельсия.
При перегреве деталей полипропиленовый материал теряет свою жесткость, и становятся более хрупкими, или попросту собрать их будет невозможно, а если даже удастся собрать перегретые детали, тогда герметичность их соединения будет очень слабой, и быстро начнет пропускать воду. При недогреве детали практически не собираются.
Распространенным упущением из виду также является затягивание интервала времени между нагревом деталей и их монтажом.
В результате такой ошибки, детали быстро остывают, и спайки при их соединении уже не произойдет, а если они и соединяться немного, то все равно плотности соединения не будет. А это повлечет за собой впоследствии разрывы труб или их течь.
Неперпендикулярный срез трубы также приводит к различным поломкам трубопровода потому, что во время соединения криво обрезанных труб образуются зазоры и неплотно прилегающие друг к другу стыки труб с фитингами или другими какими-либо деталями.
Нарушение совпадений осей присоединительных элементов приводит практически к полной деформации и потере герметичности в участках таких соединений трубопровода.
Все эти ошибки приводят к частой потере герметичности трубопровода и низкой эффективности его эксплуатации.
Также на хорошую работу всего трубопровода влияет и подбор высококачественных материалов полипропиленовых труб и присоединительных элементов.
Большинство фирм, организаций и предприятий, которые оказывают услуги по сварочным работам и монтажу полипропиленовых трубных соединений. указывают стоимость своих услуг договорную.
И в этом есть свой смысл. Дело все в том, что ценовой разбег всегда будет зависеть в таком деле от стоимости самих материалов: насколько дорогие трубы из полипропилена, какие используются фитинги, переходники и другие элементы соединений.
Однако есть определенная общая картина, которая может достаточно ясно отразить примерную ситуацию ценовой политики на услуги:
Диаметр используемой трубы, мм
Цена за стык трубы, руб.
Цены варьируются в зависимости от применяемой технологи спайки полипропиленовых труб. Если, к примеру, используется «холодная» сварка тогда цена на услуги будет одна.
А если будет применятся технология с применением дополнительных соединительных элементов и вспомогательных инструментов – тогда стоимость таких работ будет другой, значительно выше предыдущей.
Чтобы качественно осуществить сварку полипропиленовых труб, нужно сначала выбрать какие именно трубы будут использоваться в будущем трубопроводе, затем определиться с методом сваривания труб, и подготовить для этого все необходимые материалы и инструменты.
О том, как правильно установить унитаз в частном доме, читайте статью .
О насосах для откачки канализации, есть статья на сайте .
Также при работе следует учитывать множество важных моментов, чтобы во время спайки полипропиленовых труб избежать ошибок, которые могут повлечь за собой аварийное состояние труб на соединительных стыках.
Все рекомендации, которые любезно предоставляют эксперты и профессионалы в области сантехнических работ, эффективно смогут помочь в процессе всей сварочной работы.