






 Рейтинг: 4.6/5.0 (1930 проголосовавших)
Рейтинг: 4.6/5.0 (1930 проголосовавших)Категория: Инструкции
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.

Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматовКлассифицируют полуавтоматические сварочные устройства по роду защиты сварного шва :
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
 Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Делятся сварочные аппараты и по характеру своей мобильности:
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сваркиТак как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
 Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов Где чаще всего используются полуавтоматы
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
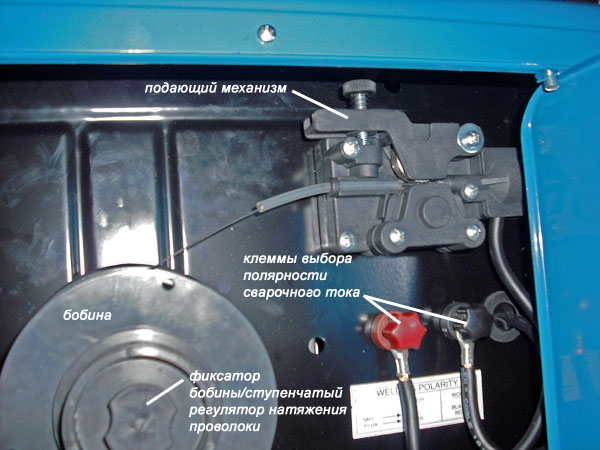
Немного о подающем механизмеМы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
 Можно ли варить полуавтоматом без инертного газа?
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделияСперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
 Варим алюминиевые детали
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сваркаСразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
 Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швовМы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!




















Многие хозяева имеют среди своих инструментов такие инструменты, которые используют для того, чтобы сварить какие-то определенные элементы из металлов.
Но прежде чем приступать к такой работе нужно очень хорошо знать, как это делается правильно так как работа с таким инструментом очень опасна и если делать какие-либо процессы неправильно, то это может привести к травмам.
Классификация сварочных полуавтоматов. Полуавтоматы для сварки классифицируют по роду защиты шва для сварки, по виду проволоки, а также по тому какой характер перемещения он имеет.
По типу проволоки различают такие полуавтоматы для сварки:
— Для того, чтобы соединять сплошной проволочкой стальную проволоку;
— Для того, чтобы соединять алюминиевую проволоку с помощью стальной проволоки;
— Универсальные – с их помощью можно делать и первый и второй тип работ.
По тому каким именно образом происходит уровень защиты шва для сварки:
— В газах защиты;
— Под небольшим слоем флюса;
— С помощью порошковой проволочки.
По тому какой именно характер перемещения наблюдается при работе:
— Передвижные;
— Переносные;
— Стационарные.
Недостатки и достоинства, которыми обладают аппараты предназначены для полуавтоматической сварки. Конечно же, что полуавтоматы с углекислотой, как и любой прибор имеют как свои преимущества так и свои недостатки.
Преимуществами таких аппаратов являются следующие:
1) Есть возможность проводить работы по сварке с помощью стали тонкой толщины – даже моно сваривать стать, которая имеет толщину 0, 5 мм;
2) Имеют очень низкий уровень чувствительности к ржавчине и другим возможным видам, которым может поддаться загрязнению металл;
3) если сравнивать с другими приборами, которые предназначены для сварки металла то стоимость полуавтомата с углекислотой значительно ниже;
4) благодаря применению этого инструмента можно сделать пайку любых оцинкованных деталей с помощью проволоки из медного сплава, при этом совершенно не будет нанесен какой-либо вред.
Можете посмотреть еще одно видео сварка алюминия полуавтоматом MIG/MAG
Главными же недостатками являются следующие:
1) Если не будет использован газ, который предназначен для защиты, то в таком случае будут очень большие брызги металла, что может существенно нанести вред человеку который делает работы, особенно в части лица;
2) Наблюдается излучение открытой дуги в более интенсивном состоянии.
Как варить металл с помощью полуавтомата – главное строго соблюдать эту инструкцию и все получится хорошо и качественно:
1) в самом начале нужно будет правильно подобрать силу сварочного тока, при этом нужно учитывать то, какой именно толщины металл с которым будут проводится работы. Главное помнить, что полуавтомат не очень хорошо варит если ток низкий, поэтому лучше использовать большую силу тока;
2) Пользуясь инструкцией настроить правильную скорость, которая будет необходима для того, чтобы осуществлять подачу сварочной проволоки. Уровень скорости можно будет отрегулировать при помощи сменных нескольких шестерен, которые будут идти вместе с самим прибором для сварки;
3) Потом нужно будет произвести настройку тока на нужные параметры. Как правило нужно будет произвести настройку напряжения и силы тока;
4) Потом проверяется правильность подбора режимов – это нужно будет сделать на какой-либо ненужной пробной детали. Если будет необходимость то нужно будет произвести замену некоторых параметров на более удачные;
5) Устанавливается переключатель, который подает проволоку в положение, Вперед»;
6) Наполняется флюсом воронка;
7) Держатель устанавливается таким образом, чтобы наконечник мундштука обязательно находился в зоне сварки;
8) Открывается заслонка для флюсовой воронки и нажимается кнопка, Пуск «. После этого процесс горения дуги и тогда уже можно начинать сваривать нужные детали.
Как варить полуавтоматом с углекислотой видео можно увидеть на этом видео сварка полуавтоматом порошковой проволокой без газа
Главное помнить, что прежде как варить полуавтоматом с углекислотой нужно хорошо знать технику безопасности так как это может привести к трагическим последствиям
Вам будет интересно: Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Работа сварочным полуавтоматом отличаются от операций с бытовыми инверторами, с чем справится не каждый сварщик-любитель. Тем более, таким пользователям будет интересна настройка сварочного полуавтомата.
Особенности работы полуавтоматаСущественное отличие сварки полуавтоматом от обычной дуговой состоит в том, что процесс ведется не с помощью электродов, а с применением специальной проволоки, которая подается автоматически (с катушки). При этом сама сварка проводится вручную.
Сварочный полуавтомат профессиональный позволяет повысить как скорость процесса, так и эффективность. Кроме этого, данный вид сварки позволяет сваривать самые различные металлы – под разным углом, в разных плоскостях. Помимо черной стали можно варить нержавейку, алюминий, другие металлы.

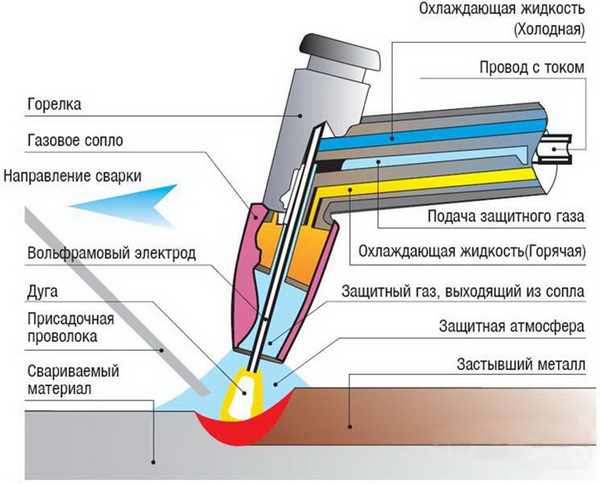
Как работает сварочный полуавтомат? Видео ясно демонстрирует, что сварка полуавтоматом производится при помощи горелки – в среде защитных газов. Ток подается на горелку через выпрямитель; при этом масса классически идет на свариваемую деталь.
Функция защитных газов – аргона, углекислого газа или смеси инертных – заключается в том, чтобы вытеснить воздух и содержащиеся в нем азот и водяной пар из зоны сварки, исключая, таким образом, загрязнение сварочного шва.
Также сварка полуавтоматом, видео которого вы найдете внизу, может осуществляться без защитного газа — порошковой или флюсовой проволокой, т.н. прямым током, когда плюс подается на проволоку.

Полуавтомат дает пользователю следующие преимущества перед ручной дуговой сваркой:
возможность работать с тонкими – от 0,5 мм;
внешнее покрытие или коррозия не являются препятствием для сварки;
более низкая стоимость по сравнению с другим сварочным оборудованием.
При этом полуавтомат имеет и свои недостатки. Во-первых, это излучение дуги, степень которого выше, чем при обычной сварке. Кроме того, при сварке без защитного газа капли металла могут разбрызгиваться на большей площади. Минимизировать такие недостатки поможет настройка сварочного полуавтомата.
Настройка полуавтоматаСварочный полуавтомат — профессиональный инструмент, поэтому нуждается в точной настройке. Более того, именно от правильной настройки и зависит результат. Для начала, конечно, стоит внимательно изучить инструкцию, а также знать ряд параметров и характеристик процесса. Необходимо учесть такие данные как:
Настройка полуавтомата проводится в точном соблюдении всех параметров, указанных в специальных таблицах. Так, надо учитывать силу тока, потому что слишком низкая может существенно повлиять на качество шва или сделает сварку невозможной.

В некоторых моделях регулируется только напряжение. Принцип настройки следующий: толще металл – выше рабочее напряжение (и сила тока).
Следующий шаг – настройка подачи проволоки; она также должна соответствовать показателям в таблице. Проволока поступает в мундштук с катушки по специальному шлангу. Есть модели, оснащенные коробками переключения передач.
Для этой же цели используются сменные шестерни (они идут в комплекте с аппаратом).
Настройка скорости подачи учитывает толщину металла, а также диаметра проволоки. При слишком быстрой подаче велика опасность того, что электрод будет не успевать плавиться. Слишком низкая подача означает быстрое сгорание проволоки; металл при этом расплавляться не будет.
В любом случае собственный опыт будет просто неоценим. Вот так в общих чертах настраивается сварочный полуавтомат, видео ниже.
Сварка полуавтоматомСтрого соблюдайте все рекомендации в соответствие с инструкциями. Здесь много разных нюансов, которые нужно учитывать.
Если используется защитный газ, необходимо проверить баллон и настроить на редукторе нужное рабочее давление. Выбор самого газа зависит от типа металла и задачи. Ну и закрепите баллон должным образом.
Чтобы начать сварку. выставляем рычаг в положение «Вперед». После того, как воронка наполнится флюсом, устанавливаем держатель таким образом, чтобы наконечник мундштука был в зоне сварки.

Открываем заслонку флюсовой воронки и нажимаем кнопку «Пуск». Чтобы загорелась дуга, достаточно просто чиркнуть держателем по металлу. Не забывайте про защитную маску и другие меры безопасности.
Нужно учитывать, что полуавтомат нельзя перегружать и варить долгое время в непрерывном режиме. Перед тем, как начать работу, посмотрите, что такое сварка полуавтоматом — видео прилагается.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».
Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом: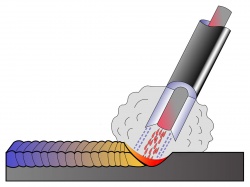 схема процесса сварки полуавтоматом На горелку подается газ, используемый в качестве защитного элемента.
схема процесса сварки полуавтоматом На горелку подается газ, используемый в качестве защитного элемента. держак полуавтомата В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
держак полуавтомата В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.Некоторые аппараты способны работать как от двухфазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматомПравильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат комплект полуавтоматического сварочного оборудования Европа - качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
комплект полуавтоматического сварочного оборудования Европа - качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld. полуавтомат на производстве Качество подачи напряжения - производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
полуавтомат на производстве Качество подачи напряжения - производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе. сварочный автомат Автомат - в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
сварочный автомат Автомат - в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.
Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне .
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
Прежде, чем приступить к работе, необходимо настроить аппарат:
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминияДля полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:

Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Плазменная сварка — один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье .
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по http://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газаБезусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:







