




 Рейтинг: 5.0/5.0 (1849 проголосовавших)
Рейтинг: 5.0/5.0 (1849 проголосовавших)Категория: Бланки/Образцы
Главная » Акты » Акт входного контроля
Акт входного контроляВходной контроль продукции – важная и даже базовая часть техпроцесса на производственных предприятиях. При его проведении уполномоченным лицом составляется специальный акт, в его тексте фиксируется заключение о том, что поставляемые материалы соответствуют нормативам. Так же акты входного контроля применяются при поступлении строительных материалов на стройках.
Входной контроль проводится специалистами-приемщиками в тех случаях, когда продукция была допущена к его проведению отделом технического контроля, представителем заказчика и предоставлена вместе с сопроводительной документацией, приложенной к изделию. После успешного прохождения контроля сотрудник составляет заключение о том, что материалы или изделия соответствуют надлежащему стандарту качеству, заполняет специальный журнал для фиксации качества входящей продукции.
СодержаниеОсобые сведения приемщик вносит в сопроводительные документы. В них указывается:
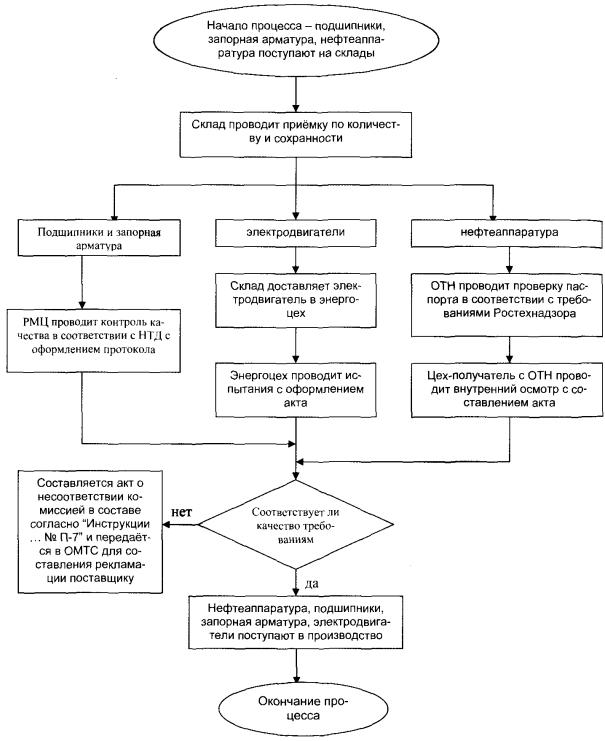
Если продукция соответствует установленным на предприятии стандартам и требованиям, то приемщик передает ее в производственный отдел. В противном случае, если на этом этапе выявится брак, то продукция изымается из техпроцесса, а поставщику представляют рекламацию.
Поделитесь с коллегами:

Входной контроль строительной продукции (в дальнейшем по тексту — ВК) – ответственная и актуальная часть современного строительного производства. Суть его заключается в проверке качества стройматериалов и оборудования, поступающих на объект или склад, и отклонение их от нормативных параметров или соответствие им.
В настоящее время большинство строительных компаний разрабатывают на базе ИСО-9000 собственные системы качества, где прописаны правила проведения ВК с оформлением актов ВК и ведением журнала ВК, где отражаются результаты проверки поступаемой на строительство объекта продукции и соответствия ее нормативным показателям. ВК проводится ответственным и уполномоченным на то лицом (комиссией) со стороны потребителя, после чего оформляется акт ВК, в котором отражается факт соответствия поставленных материалов утвержденным требованиям.
Базовым стандартом, регулирующим процесс проверки качества, является ГОСТ 24297-2013 «Верификация закупленной продукции. Организация проведения и методы контроля».
Положения, изложенные в нем, носят рекомендательный характер. На базе ГОСТа технологические службы организации-потребителя разрабатывают собственную верификационную систему, которая уже, в свою очередь, носит обязательный характер при заполнении исполнительной документации ВК.
Проведение входного контроляВерификацию закупленной продукции (или, применяя привычную терминологию, ВК качества продукции) проводят с обязательной проверкой следующей информации:
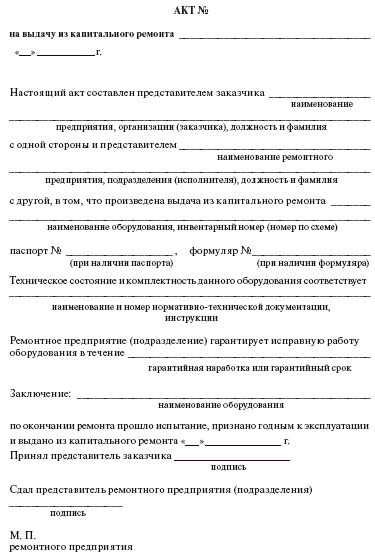
Конечные результаты проведенного ВК оформляются актом ВК, который является основанием при приемке материалов на объекте строительства от поставщика или для передачи оборудования в монтаж.
Форма и содержание бланка устанавливается организацией-потребителем и имеет краткий или расширенный вид.
Образец 1 – краткая форма
![]()
Образец 2 – краткая форма
![]()
![]()
![]()
![]()
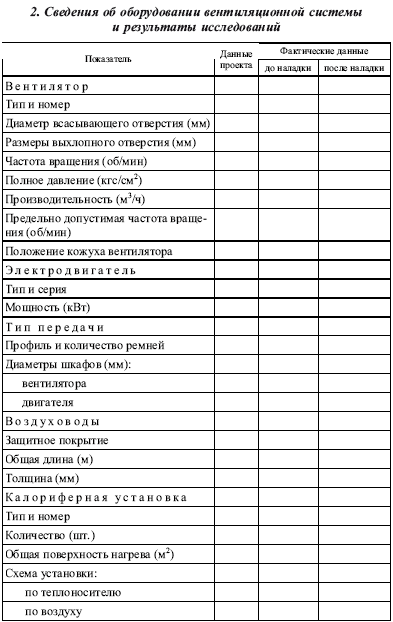
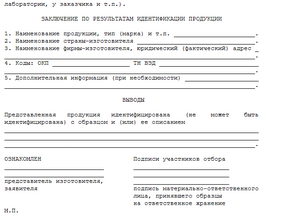
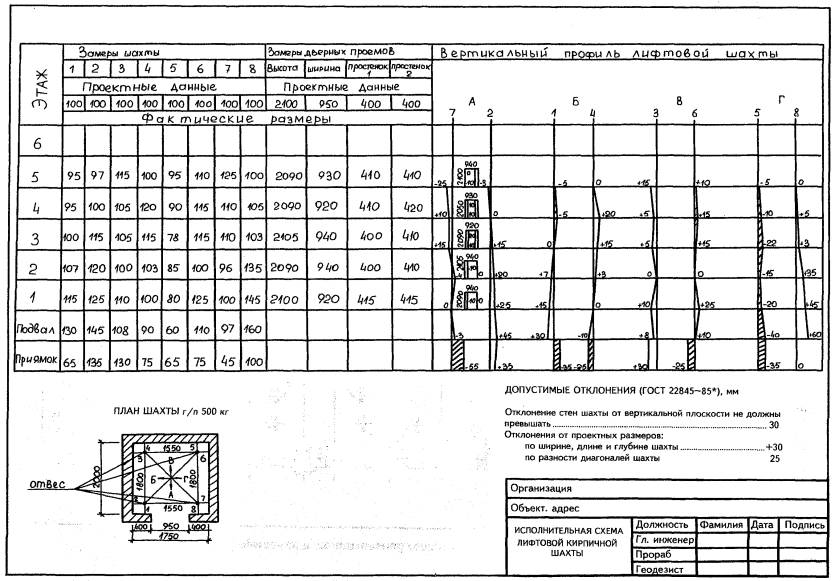
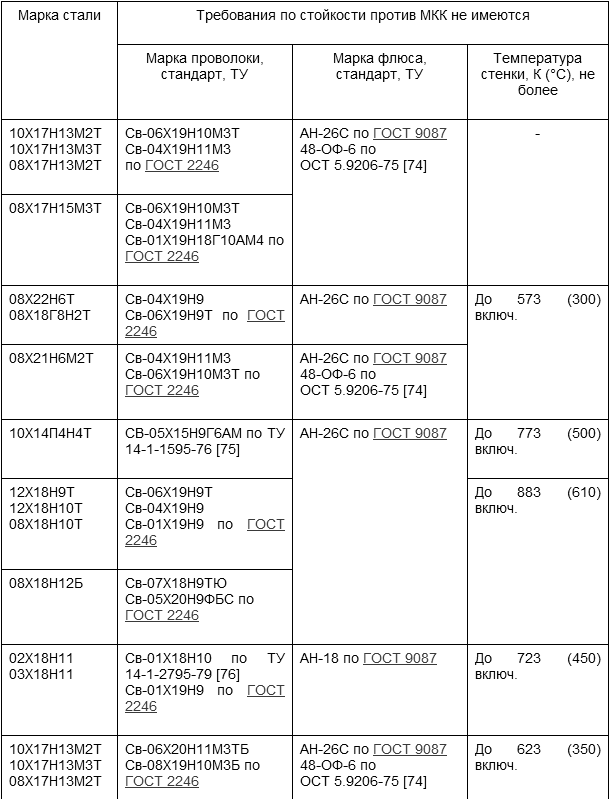
Образец 3 – расширенная форма

 Журнал входного контроля
Журнал входного контроля
Информация всех актов ВК аккумулируется в журнале ВК, заполнение которого обязательно на каждом строительном объекте.
ВК строительных изделий и материалов, поступивших на стройплощадку, проводится линейным инженерно-техническим работником или иным материально-ответственным лицом на данном объекте строительства.
Листы журнала ВК обязательно должны иметь нумерацию, прошнурованы и скреплены печатью и подписью уполномоченного представителя подрядной организации.
В журнале указывается название и количество поступивших на объект строительных материалов, номера товаросопроводительных документов, поставщик, информация об установленных дефектах.
ВК проводится визуальной проверкой соответствия поставленной продукции нормативной и проектной документации или, при необходимости, лабораторными испытаниями.
Форма журнала учета результатов ВК
 ?
?
Правила ведения и заполнения журнала ВК регламентированы в ГОСТ «Р 50-601-40-93 Рекомендации. Входной контроль продукции. Основные положения»
В настоящее время подрядные организации в строительстве постепенно автоматизируют процессы ВК, улучшая тем самым оперативное взаимодействие между всеми участниками производственного цикла, что, безусловно, сказывается на снижении уровня дефектности строительной продукции.

Рекомендуем к прочтению
РЕГЛАМЕНТ
ВХОДНОГО КОНТРОЛЯ И ПАРАМЕТРОВ ВЫБРАКОВКИ
ИЗОЛЯЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ


Под общей редакцией С.М. Вайнштока
Технологические регламенты (стандарты предприятия) акционерной компании по транспорту нефти «Транснефть». В 2 т. / Под общей ред. С.М. Вайнштока. - М. ГУП Изд-во «Нефть и газ» РГУ нефти и газа им. И.М. Губкина, 2003.
Регламенты, разработанные и утвержденные ОАО «АК «Транснефть», устанавливают общеотраслевые обязательные для исполнения требования по организации и выполнению работ в области магистрального нефтепроводного транспорта, а также обязательные требования к оформлению результатов этих работ.
Регламенты (стандарты предприятия) разрабатываются в системе ОАО «АК «Транснефть» для обеспечения надежности, промышленной и экологической безопасности магистральных нефтепроводов, регламентации и установления единообразия взаимодействия подразделений Компании и ОАО МН при ведении работ по основной производственной деятельности как между собой, так и с подрядчиками, органами государственного надзора, а также унификации применения и обязательного исполнения требовании соответствующих федеральных и отраслевых стандартов, правил и иных нормативных документов.
РЕГЛАМЕНТ
ВХОДНОГО КОНТРОЛЯ И ПАРАМЕТРОВ ВЫБРАКОВКИ
ИЗОЛЯЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ
Утвержден 19 июня 2000 г.
Все оборудование и материалы, применяемые на объектах магистральных нефтепроводов, должны быть сертифицированы и разрешены к применению Госгортехнадзором.
Входной контроль качества применяемого в процессе строительства, реконструкции и капитального ремонта оборудования и материалов является обязательной процедурой технологии строительства.
1.1. «Регламент. » разработан в развитие «Положения об организации технического надзора за соблюдением проектных решений и качеством строительства, капитального ремонта и реконструкции на объектах магистральных трубопроводов ОАО АК «Транснефть» и определяет требования к порядку проведения и процедуры входного контроля качества изоляционных и сварочных материалов.
1.2. Настоящий «Регламент» является обязательным для всех структурных подразделений ОАО МН, эксплуатирующих магистральные нефтепроводы (далее м/н), осуществляющих строительство м/н, осуществляющих технический надзор за соблюдением проектных решений и качеством строительства м/н.
1.3. Цель входного контроля изоляционных и сварочных материалов - проверка продукции поставщиков изоляционных и сварочных материалов, предназначенных для использования при строительстве, капитальном ремонте, реконструкции или эксплуатации объектов ОАО МН, на соответствие ее требованиям стандартов, СНиП, ТУ, инструкциям на применение, проектным решениям.
1.4. Технический надзор за проведением входного контроля проводит служба технического надзора ОАО МН, действующая на основании «Положения», распоряжений и приказов (при необходимости Орган независимого технического надзора, выполняющий работы по договору) и имеющая лицензию Госгортехнадзора на выполнение работ по техническому надзору.
1.5. Процедуры технического надзора за качеством применяемых материалов при строительстве объектов магистральных трубопроводов включают следующие виды деятельности:
- проверка на соответствие нормам, правилам (в т.ч. проектным решениям), документации и спецификаций на изоляционные и сварочные материалы;
- надзор за проведением Подрядчиком и Заказчиком входного контроля качества материалов, изделий и оборудования, поступающих па объекты строительства и места складирования.
1.6. Входной контроль за качеством материалов при капитальном ремонте (строительстве) объектов м/н производится на основании проектно-сметной документации, определяющей перечень разрешенных к применению материалов, паспортов, сертификатов, технических условий и других сопроводительных документов на оборудование и материалы.
1.7. Взаимоотношения участников строительства при осуществлении входного контроля определены «Регламентом взаимоотношений службы Заказчика, службы технического надзора, строительных подразделений ОАО МН и подрядных организаций».
2.1. Входной контроль изоляционных материалов производится:
- при поступлении материалов на склад;
- на строительной площадке непосредственно перед применением изоляционных материалов.
2.2. Контролируемые параметры, методика и периодичность входного контроля изоляционных материалов службами подрядчика, заказчика и технадзора указаны в прилагаемых табл. 1. 2 .
2.3. Входной контроль изоляционных материалов, поступивших на склад ОАО МН производится комиссией, создаваемой приказом по ОАО МН и состоящей из представителя службы технического надзора ОАО МН, представителя подрядчика (или производителя работ из подразделения ОАО МН); представителя заказчика, представителя отдела материально-технического снабжения.
2.4. Отдел материально-технического снабжения оповещает службу технического надзора не менее чем за 5 дней до поступления материалов на склад. При оповещении указывается:
- место приема и складирования материалов;
- номенклатура, объем поставки с указанием завода-изготовителя.
2.5. Руководитель службы технического надзора назначает устным или письменным распоряжением лицо, ответственное за проведение входного контроля, готовит и издает приказ о создании комиссии по проведению входного контроля материалов, поступивших на склад.
2.6. Ответственное лицо службы технического надзора оповещает всех членов комиссии о дате проведения входного контроля и приемки изоляционных материалов.
2.7. Срок проведения входного контроля должен быть не более 10 суток со дня поступления материалов на склад.
2.8. После проведения входного контроля изоляционных материалов комиссия оформляет следующие приемочные документы в соответствие с РД 39-00147105-015-98:
- журнал входного контроля качества - форма 12 ;
- акт о результатах проверки изделий - форма 31.
Документы оформляются за подписью всех членов комиссии.
2.9. Входной контроль, поступивших на склад изоляционных материалов, должен проводиться по параметрам, определенным:
- пунктами 1, 3, 4.1, 4.3, 4.4, 4.5, 5 табл. 1 ;
- и пунктами 1, 3, 5, 8 табл. 2 .
2.10. Испытание мастичных материалов лабораторным способом по пунктам 4.3. 4.4. 4.5 производится в лабораториях подрядчика или в лаборатории сторонней организации по договору.
2.11. Входной контроль изоляционных материалов на строительной площадке перед их использованием организует представитель технического надзора, закрепленный за данным участком проведении работ и представитель подрядной организации (производителя работ из подразделений ОАО МН).
2.12. Представитель заказчика производит входной контроль изоляционных материалов на строительной площадке выборочно, при выездах на место работ, но не реже 1 раза в 10 дней. Представитель заказчика назначается приказом руководителя подразделения ОАО МН, в котором производятся ремонтно-строительные работы из числа лиц, ответственных за проверку качества изоляционных материалов, очистных и изоляционно-укладочных работ.
2.13. Входной контроль изоляционных материалов на строительной площадке проводится по параметрам, определенным:
- пунктами 2, 3, 3.1, 3.2, 4, 4.1, 4.2, 4.6, 5 табл. 1 ;
- пунктами 2, 3, 4, 5, 6, 7, 8 табл. 2 .
2.14. После проведения входного контроля изоляционных материалов на строительной площадке комиссия оформляет следующие приемочные документы в соответствие с РД 39-00147105-015-98:
- журнал входного контроля качества - форма 12;
- журнал замечаний по ведению работ по капитальному ремонту (строительству) - форма 13.
Документы оформляются за подписями инженера технического надзора, подрядчика и, в случае проведения выборочного контроля заказчиком, представителем заказчика.
Контролируемые параметры битумных, битумно-полимерных и асмольных изоляционных материалов
3.1. Периодически 1 раз в месяц представителю технадзора и заказчика необходимо проверять условия хранения изоляционных материалов.
3.2. Изоляционные материалы на основе битумов хранят на специальных площадках, оборудованных настилом и навесом. Не допускается хранение и разделка битумных отливок перед загрузкой в котлы на земле.
3.3. Рулонные изоляционные, оберточные, армирующие материалы, грунтовки, растворители, пластификаторы следует хранить в закрытых складских помещениях.
3.4. Рулонные изоляционные материалы необходимо хранить в вертикальном положении. Количество рядов в высоту - в соответствии с требованиями ТУ или инструкций на применение.
3.5. Максимальная температура хранения:
- битумных мастик и полимерных лент не более 40 °С;
- битумно-полимерных и асмольно-полимерных лент не более 30 °С.
3.6. Срок хранения изоляционных материалов со дня изготовления:
- асмольно-полимерной ленты ЛИАМ - 6 месяцев;
- изоляционной ленты ДРЛ-Л по ТУ 2245-003 и оберточной ленты ПЭКОМ по ТУ 102284-86 - 2 года;
- остальных изоляционных материалов не более 1 года.
3.7. При доставке каждой партии изоляционных материалов к месту работ представителю технадзора и подрядчика необходимо произвести проверку условий транспортировки материалов.
3.8. Рулонные материалы необходимо растаривать (освобождать от упаковки) только непосредственно перед их использованием.
1. Вискозиметр - для контроля вязкости грунтовок.
2. Ареометр - для контроля плотности грунтовок.
3. Мерная линейка - для контроля ширины рулонов изоляционных лент.
4. Термометр - для контроля температуры окружающего воздуха.
5. Толщиномер изоляции МТ-10 НЦ, ИТД-10П.
6. Индикатор часового типа ИЧ10МД с ценой деления 0,01.
7. Часы механические.
8. Прибор для испытания на температуру размягчения по методу КИШ ГОСТ 11503 .
9. Прибор для испытаний на растяжимость (дуктильность) по ГОСТ 11505 .
1. РД 39-00147105-015-98. Правила капитального ремонта магистральных нефтепроводов. - Уфа: ИПТЭР, 1998.
2. ГОСТ P51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии.
3. СНиП III-42-80 *. Магистральные трубопроводы / Минстрой России. - М. ГУП ЦПП, 1997.
4. ВСН 004-88. Строительство магистральных и промысловых трубопроводов. Технология и организация. - М. Миннефтегазстрой, 1989.
5. ВСН 008-88. Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция. - М. Миннефтегазстрой, 1989.
6. ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. - М. Миннефтегазстрой, ВНИИСТ, 1989.
7. Технические условия и ГОСТы на применяемые материалы.
Цель входного контроля сварочных материалов - проверка продукции поставщиков материалов, предназначенной для использования при строительстве, ремонте или эксплуатации объектов ОАО МН, на соответствие ее требованиям ГОСТов, СНиПов, ТУ, проектов и т.д.
Главная задача входного контроля сварочных материалов - недопущение поступления на объект не соответствующих требованиям нормативов и ТУ сварочных материалов, использование которых может привести к снижению уровня качества и эксплуатационных характеристик сооружаемых объектов; нарушениям условий безопасного проведения строительно-монтажных работ и контроля; отказам трубопроводов при испытаниях и эксплуатации; росту непроизводительных затрат.
Сварочные материалы, подлежащие входному контролю - штучные сварочные электроды, сварочная проволока, сварочный флюс.
Сварочные материалы перед использованием должны быть проконтролированы:
- на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
- на наличие на каждом упаковочном месте (пачке, коробке, ящике мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой указанных в них данных;
- на отсутствие повреждений упаковок и самих материалов.
Применение сварочных материалов, на которые отсутствуют сертификаты, паспорта и другие документы, подтверждающие их качество, не допускается.
- входной контроль сварочных материалов проводится: при их поступлении на центральный склад ОАО МН, (РМУ, РСУ); при поступлении на монтажную площадку перед их применением;
- входной контроль сварочных материалов при их поступлении на центральный склад ОАО МН (РНУ, РСУ) - осуществляется комиссией входного контроля Заказчика с оформлением акта (Форма 12) в срок - до 10 календарных суток с момента их поступления на склад. Комиссия входного контроля Заказчика - назначается приказом по ОАО МН (РНУ, РСУ). В комиссию должны входить представители службы материально-технического снабжения ОАО МН (РНУ, РСУ), службы контроля качества (дефектоскопии). Оценка качества сварочных материалов проводится согласно операционных технологических карт контроля качества СЭ-1, СП-1, СФ-1 настоящего регламента. При поступлении сварочных материалов на участковый склад (монтажную площадку) входной контроль осуществляется перед их применением в срок до 5 календарных суток. Входной контроль проводят представители технадзора заказчика, представители подрядчика, представители заказчика (служба дефектоскопии) ОАО МН (РНУ, РСУ).
- по результатам входного контроля оформляются акты и делается запись в журнале (Формы 12 и 31 РД 39-00147105-015-98. Правила капитального ремонта магистральных нефтепроводов).
Для ручной дуговой сварки могут быть использованы электроды с основным или целлюлозным покрытием соответствующие требованиям ГОСТ 9466 и ГОСТ 9467. НТД и имеющие заключение специализированной организации (ВНИИСТа).
На складах сварочные электроды должны храниться отдельно по маркам, партиям и диаметрам в условиях, предохраняющих их от увлажнения и механических повреждений при температуре не ниже 150 °С, при этом относительная влажность не должна быть более 50 %. Электроды следует хранить в упаковке завода изготовителя на стеллажах или в штабеле. Высота укладки упаковок не должна превышать 5 рядов.
- Целостность упаковки сварочных материалов.
- Наличие сертификата на каждую партию электродов.
- Состояние внешней поверхности электродов
- Адгезия обмазки к электроду.
- Эксцентричность покрытия, геометрические параметры электродов, сварочно-технологические свойства электродов.
- Измеряют следующие обнаруженные дефекты: протяженность вмятин, волосяных трещин, участков сетчатого растрескивания на поверхности покрытия и оголенные участки стержни с погрешностью не более 1 мм (с помощью линейки) а также фиксируют наличие оголенных участков стержня, глубину рисок, вмятин, задиров, размеры пор на поверхности покрытия.
- Разность толщины покрытия определяется микрометром - с погрешностью не более 0,01 мм.
Контроль сварочных электродов следует проводить согласно операционной технологической карты СЭ-1.
При неудовлетворительных сварочно-технологических свойствах электроды следует повторно прокалить в соответствии с установленным режимом. Если после повторной прокалки технологические свойства электродов не удовлетворяют приведенным выше требованиям, то данную партию электродов использовать для сварки ответственных конструкций нельзя.
Для автоматической и механизированной сварки под слоем флюса, а также для механизированной сварки в защитном газе/газовой смеси применяется сварочная проволока сплошного сечения по ГОСТ 2246. Сварочная проволока сплошного сечения должна храниться в сухих складских помещениях в упаковке завода-изготовителя. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246 .
Операционная карта контроля качества сварочных электродов СЭ-1
Состояние внешней поверхности электродов в соответствии с требованиями ГОСТ 9466. покрытие должно быть однородным, плотным, прочным; не допускаются наплывы, надрывы, вздутия, трещины и искривления. Допускаются: поры с максимальным наружным размером не более 1,5 толщины покрытия (но не более 2 мм) и глубиной не более 50 % толщины покрытия при условии, если на 100 мм длины электрода количество пор не превышает двух. Поверхностные продольные волосяные трещины и местные сетчатые растрескивания в суммарном количестве не более двух на электрод при протяженности каждой волосяной трещины или участка растрескивания не более 10 мм. На поверхности электродов допускаются отдельные продольные риски глубиной не более 25 % толщины покрытия, а также местные вмятины глубиной не более 50 % толщины покрытия - в количестве не более 4 при суммарной протяженности до 25 мм на одном электроде; две местные вмятины, расположенные с двух сторон от электрода в одном поперечном сечении, могут быть приняты за 1, если их суммарная глубина не превышает 25 % толщины покрытия, а их количество на одном электроде не более 2
Представитель комиссии по входному контролю ОАО МН (РНУ), технадзор заказчика, представитель Подрядчика
Выборочный (от каждой партии; 10-15 электродов из каждого упаковочного места)
Адгезия обмазки к электроду. Покрытие не должно разрушаться при падении электрода плашмя на гладкую стальную плиту с высоты: 1 м для электродов диаметром менее 4 мм; 0,5 м для электродов диаметром 4 мм и более. Допускаются частичные откалывания покрытия общей протяженностью до 5 % покрытой част электрода
Представитель комиссии по входному контролю ОАО МН (РНУ), технадзор заказчика, представитель Подрядчика
Выборочный (пять электродов от партии из разных упаковочных мест)
Инструментальный (микрометр, линейка)
Эксцентричность покрытия электродов.
Допускаемая эксцентричность не должна превышать следующих величин:
Дефектоскопист, технадзор заказчика, представитель Подрядчика
Выборочный (10 электродов от партии)
Одновременно следует установить отсутствие ржавчины на стержне электрода. Разность толщины покрытия необходимо определять в трех местах электрода, смещенных относительно друг друга на 50-100 мм по длине и на 120° по окружности. Места замеров следует выбирать таким образом, чтобы они приходились на центральную часть электрода, т.е. отступив с каждой стороны электрода (от контактной части и его торца) не менее чем на 50 мм
Сварочно-технологические свойства электродов (ГОСТ 9466 ): проверяются выполнением сварки допускного технологического стыка дипломированным сварщиком; марка стали допускного стыка должна быть идентична той, для которых предусмотрено применение данной марки сварочных электродов легкость возбуждения и стабильность горения дуги: равномерность плавления электродов и правильность формирования валиков шва или наплавляемой поверхности; легкость удаления шлака; отсутствие на поверхности шва трещин, надрывов и пор в сварном шве. Сплошность стыкового шва трубного сварного образца с оценкой допустимости размеров и числа внутренних газовых пор и шлаковых включений Допустимые дефекты:
Аттестованный сварщик, дефектоскопист, технадзор заказчика, представитель подрядчика
Выборочный (от каждой партии электродов прошедших проверку)
Визуальный (в процессе сварки) Инструментальный (лупа 5-кратного увеличения) Радиографический (ГОСТ 7512-82 ) или ультразвуковой (ГОСТ 14782-86 )
- Соответствие применяемой проволоки для сварки ответственных конструкций требованиям ГОСТ 2246 .
- Состояние внешней поверхности проволоки перед заправкой в сварочный аппарат. Поверхность должна быть чистой и гладкой. Не допускаются трещины, закаты, раковины, забоины, окалина, ржавчина, различные загрязнения.
- Обмер проволоки. Диаметр проволоки необходимо измерять с точностью до 0,01 мм; контроль овальности.
Сварочная проволока сплошного сечения в зависимости от марки проволоки изготавливается из стали, химический состав которой (по сертификату о качестве) должен находиться в пределах, приведенных в ГОСТ 2246-70 .
- По виду поверхности низкоуглеродистая и легированная проволока подразделяется: на неомедненную, омедненную (О), со специальным антикоррозионным покрытием (А). Специальные требования к омеднению или специальному покрытию поверхности проволоки (включая суммарное содержание меди) устанавливается техническими условиями.
- Проволока с омедненной поверхностью или специальным покрытием должна поступать в шпулях прямоугольного сечения.
- Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, пленок, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных дефектов не должна превышать предельного отклонения по диаметру проволоки. Предельные отклонения по диаметру для проволоки диаметром до 4 мм - 0,09 мм, диаметром 4 мм - 0,16 мм.
- Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки одного диаметра, одного назначения и одного вида поверхности.
- Осмотру и обмеру должны подлежать все мотки (катушки, кассеты) проволоки.
- Диаметр проволоки измеряют микрометром с точностью до 0,01 мм в двух взаимно перпендикулярных направлениях в каждом сечении не менее чем в двух местах, на расстоянии не менее 5 м друг от друга.
- Контроль качества сварочной проволоки следует проводить согласно операционной карты СП-1.
Операционная карта контроля качества сварочной проволоки СП-1
Для автоматической и механизированной сварки под флюсом следует применять флюсы, соответствующие требованиям ГОСТ 9087 и НТД.
Сварочный флюс следует хранить в сухих складских помещениях в герметичной упаковке завода-изготовителя. На упаковке должны быть указаны завод-изготовитель, марка флюса, номер ГОСТа или технических условий, масса, номер партии. Каждая партия флюса должна иметь сертификат с указанием завода-изготовителя, марки флюса, номера партии и приемо-сдаточных характеристик (состав флюса, насыпная плотность, размер зерен).
- Соответствие флюсов требованиям ГОСТ 9087 .
- Однородность состава флюса. Не допускаются загрязнения флюса посторонними сыпучими и жидкими материалами.
- Гранулометрический состав флюса. Размеры зерен.
Плавленые флюсы по ГОСТ 9087 и ТУ должны иметь однородные зерна без включений инородных частиц (нерастворившихся частиц сырьевых материалов, угля, графита, кокса, стружки, металлических частиц). Не допускается наличие во флюсе любых инородных частиц. Флюсы принимают партиями. Партия должна состоять из флюса одной или нескольких плавок одной марки, усредненных для получения однородного состава и оформленных одним документом.
Контроль качества сварочного флюса следует проводить согласно операционной карты СФ-1.
От каждой партии флюса для проверки качества составляют выборку массой не менее 10 кг. При получении неудовлетворительных результатов по одному из показателей проводят повторные испытания на удвоенной выборке, взятой от той же партии.
- Измерительная линейка Л - 300 по ГОСТ 8.222.
- Емкость мерная (1. 5 дм 3 ).
- Штангенциркуль ЩЦ-1-125-0,1 с глубиномером (ГОСТ 166 -80).
- Лупа просмотровая асферическая с ручкой 5-х для просмотра деталей, мелких предметов.
- Лупа просмотровая с подсветкой 3,5-х.
- Набор радиусных шаблонов № 1 (R 1. 6 мм).
- Рулетка в закрытом корпусе самосвертывающаяся ЗПКЗ-1АНТ/1, ГОСТ 7502 .
- Набор сит для определения гранулометрического состава флюса.
Операционная карта контроля качества сварочного флюса СФ-1
Регламент входного контроля и параметров выбраковки изоляционных и сварочных материалов
«Регламент. » разработан в развитие «Положения об организации технического надзора за соблюдением проектных решений и качеством строительства, капитального ремонта и реконструкции на объектах магистральных трубопроводов ОАО АК «Транснефть» и определяет требования к порядку проведения и процедуры входного контроля качества изоляционных и сварочных материалов.
1 Общие положения
2 Входной контроль изоляционных материалов
3 Проверка условий хранения и транспортировки изоляционных материалов при входном котроле
4 Приборная оснащенность при проведении входного контроля изоляционных материалов
5 Документы, регламентирующие нормы входного контроля изоляционных материалов
6 Входной контроль сварочных материалов
6.1 Общие положения
6.2 Электроды для ручной дуговой сварки
6.3 Контролируемые параметры сварочных электродов
6.4 Сварочная проволока
6.5 Контролируемые параметры сварочной проволоки
Дата актуализации текста:
РЕГЛАМЕНТ
ВХОДНОГО КОНТРОЛЯ И ПАРАМЕТРОВ ВЫБРАКОВКИ
ИЗОЛЯЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ


Под общей редакцией С.М. Вайнштока
Технологические регламенты (стандарты предприятия) акционерной компании по транспорту нефти «Транснефть». В 2 т. / Под общей ред. С.М. Вайнштока. - М. ГУП Изд-во «Нефть и газ» РГУ нефти и газа им. И.М. Губкина, 2003.
Регламенты, разработанные и утвержденные ОАО «АК «Транснефть», устанавливают общеотраслевые обязательные для исполнения требования по организации и выполнению работ в области магистрального нефтепроводного транспорта, а также обязательные требования к оформлению результатов этих работ.
Регламенты (стандарты предприятия) разрабатываются в системе ОАО «АК «Транснефть» для обеспечения надежности, промышленной и экологической безопасности магистральных нефтепроводов, регламентации и установления единообразия взаимодействия подразделений Компании и ОАО МН при ведении работ по основной производственной деятельности как между собой, так и с подрядчиками, органами государственного надзора, а также унификации применения и обязательного исполнения требовании соответствующих федеральных и отраслевых стандартов, правил и иных нормативных документов.
РЕГЛАМЕНТ
ВХОДНОГО КОНТРОЛЯ И ПАРАМЕТРОВ ВЫБРАКОВКИ
ИЗОЛЯЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ
Утвержден 19 июня 2000 г.
Все оборудование и материалы, применяемые на объектах магистральных нефтепроводов, должны быть сертифицированы и разрешены к применению Госгортехнадзором.
Входной контроль качества применяемого в процессе строительства, реконструкции и капитального ремонта оборудования и материалов является обязательной процедурой технологии строительства.
1.1. «Регламент. » разработан в развитие «Положения об организации технического надзора за соблюдением проектных решений и качеством строительства, капитального ремонта и реконструкции на объектах магистральных трубопроводов ОАО АК «Транснефть» и определяет требования к порядку проведения и процедуры входного контроля качества изоляционных и сварочных материалов.
1.2. Настоящий «Регламент» является обязательным для всех структурных подразделений ОАО МН, эксплуатирующих магистральные нефтепроводы (далее м/н), осуществляющих строительство м/н, осуществляющих технический надзор за соблюдением проектных решений и качеством строительства м/н.
1.3. Цель входного контроля изоляционных и сварочных материалов - проверка продукции поставщиков изоляционных и сварочных материалов, предназначенных для использования при строительстве, капитальном ремонте, реконструкции или эксплуатации объектов ОАО МН, на соответствие ее требованиям стандартов, СНиП, ТУ, инструкциям на применение, проектным решениям.
1.4. Технический надзор за проведением входного контроля проводит служба технического надзора ОАО МН, действующая на основании «Положения», распоряжений и приказов (при необходимости Орган независимого технического надзора, выполняющий работы по договору) и имеющая лицензию Госгортехнадзора на выполнение работ по техническому надзору.
1.5. Процедуры технического надзора за качеством применяемых материалов при строительстве объектов магистральных трубопроводов включают следующие виды деятельности:
- проверка на соответствие нормам, правилам (в т.ч. проектным решениям), документации и спецификаций на изоляционные и сварочные материалы;
- надзор за проведением Подрядчиком и Заказчиком входного контроля качества материалов, изделий и оборудования, поступающих па объекты строительства и места складирования.
1.6. Входной контроль за качеством материалов при капитальном ремонте (строительстве) объектов м/н производится на основании проектно-сметной документации, определяющей перечень разрешенных к применению материалов, паспортов, сертификатов, технических условий и других сопроводительных документов на оборудование и материалы.
1.7. Взаимоотношения участников строительства при осуществлении входного контроля определены «Регламентом взаимоотношений службы Заказчика, службы технического надзора, строительных подразделений ОАО МН и подрядных организаций».
2.1. Входной контроль изоляционных материалов производится:
- при поступлении материалов на склад;
- на строительной площадке непосредственно перед применением изоляционных материалов.
2.2. Контролируемые параметры, методика и периодичность входного контроля изоляционных материалов службами подрядчика, заказчика и технадзора указаны в прилагаемых табл. 1. 2 .
2.3. Входной контроль изоляционных материалов, поступивших на склад ОАО МН производится комиссией, создаваемой приказом по ОАО МН и состоящей из представителя службы технического надзора ОАО МН, представителя подрядчика (или производителя работ из подразделения ОАО МН); представителя заказчика, представителя отдела материально-технического снабжения.
2.4. Отдел материально-технического снабжения оповещает службу технического надзора не менее чем за 5 дней до поступления материалов на склад. При оповещении указывается:
- место приема и складирования материалов;
- номенклатура, объем поставки с указанием завода-изготовителя.
2.5. Руководитель службы технического надзора назначает устным или письменным распоряжением лицо, ответственное за проведение входного контроля, готовит и издает приказ о создании комиссии по проведению входного контроля материалов, поступивших на склад.
2.6. Ответственное лицо службы технического надзора оповещает всех членов комиссии о дате проведения входного контроля и приемки изоляционных материалов.
2.7. Срок проведения входного контроля должен быть не более 10 суток со дня поступления материалов на склад.
2.8. После проведения входного контроля изоляционных материалов комиссия оформляет следующие приемочные документы в соответствие с РД 39-00147105-015-98:
- журнал входного контроля качества - форма 12;
- акт о результатах проверки изделий - форма 31.
Документы оформляются за подписью всех членов комиссии.
2.9. Входной контроль, поступивших на склад изоляционных материалов, должен проводиться по параметрам, определенным:
- пунктами 1, 3, 4.1, 4.3, 4.4, 4.5, 5 табл. 1 ;
- и пунктами 1, 3, 5, 8 табл. 2 .
2.10. Испытание мастичных материалов лабораторным способом по пунктам 4.3. 4.4. 4.5 производится в лабораториях подрядчика или в лаборатории сторонней организации по договору.
2.11. Входной контроль изоляционных материалов на строительной площадке перед их использованием организует представитель технического надзора, закрепленный за данным участком проведении работ и представитель подрядной организации (производителя работ из подразделений ОАО МН).
2.12. Представитель заказчика производит входной контроль изоляционных материалов на строительной площадке выборочно, при выездах на место работ, но не реже 1 раза в 10 дней. Представитель заказчика назначается приказом руководителя подразделения ОАО МН, в котором производятся ремонтно-строительные работы из числа лиц, ответственных за проверку качества изоляционных материалов, очистных и изоляционно-укладочных работ.
2.13. Входной контроль изоляционных материалов на строительной площадке проводится по параметрам, определенным:
- пунктами 2, 3, 3.1, 3.2, 4, 4.1, 4.2, 4.6, 5 табл. 1 ;
- пунктами 2, 3, 4, 5, 6, 7, 8 табл. 2 .
2.14. После проведения входного контроля изоляционных материалов на строительной площадке комиссия оформляет следующие приемочные документы в соответствие с РД 39-00147105-015-98:
- журнал входного контроля качества - форма 12;
- журнал замечаний по ведению работ по капитальному ремонту (строительству) - форма 13.
Документы оформляются за подписями инженера технического надзора, подрядчика и, в случае проведения выборочного контроля заказчиком, представителем заказчика.
Контролируемые параметры битумных, битумно-полимерных и асмольных изоляционных материалов
3.1. Периодически 1 раз в месяц представителю технадзора и заказчика необходимо проверять условия хранения изоляционных материалов.
3.2. Изоляционные материалы на основе битумов хранят на специальных площадках, оборудованных настилом и навесом. Не допускается хранение и разделка битумных отливок перед загрузкой в котлы на земле.
3.3. Рулонные изоляционные, оберточные, армирующие материалы, грунтовки, растворители, пластификаторы следует хранить в закрытых складских помещениях.
3.4. Рулонные изоляционные материалы необходимо хранить в вертикальном положении. Количество рядов в высоту - в соответствии с требованиями ТУ или инструкций на применение.
3.5. Максимальная температура хранения:
- битумных мастик и полимерных лент не более 40 °С;
- битумно-полимерных и асмольно-полимерных лент не более 30 °С.
3.6. Срок хранения изоляционных материалов со дня изготовления:
- асмольно-полимерной ленты ЛИАМ - 6 месяцев;
- изоляционной ленты ДРЛ-Л по ТУ 2245-003 и оберточной ленты ПЭКОМ по ТУ 102284-86 - 2 года;
- остальных изоляционных материалов не более 1 года.
3.7. При доставке каждой партии изоляционных материалов к месту работ представителю технадзора и подрядчика необходимо произвести проверку условий транспортировки материалов.
3.8. Рулонные материалы необходимо растаривать (освобождать от упаковки) только непосредственно перед их использованием.
1. Вискозиметр - для контроля вязкости грунтовок.
2. Ареометр - для контроля плотности грунтовок.
3. Мерная линейка - для контроля ширины рулонов изоляционных лент.
4. Термометр - для контроля температуры окружающего воздуха.
5. Толщиномер изоляции МТ-10 НЦ, ИТД-10П.
6. Индикатор часового типа ИЧ10МД с ценой деления 0,01.
7. Часы механические.
8. Прибор для испытания на температуру размягчения по методу КИШ ГОСТ 11503 .
9. Прибор для испытаний на растяжимость (дуктильность) по ГОСТ 11505 .
1. РД 39-00147105-015-98. Правила капитального ремонта магистральных нефтепроводов. - Уфа: ИПТЭР, 1998.
2. ГОСТ P51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии.
3. СНиП III-42-80 *. Магистральные трубопроводы / Минстрой России. - М. ГУП ЦПП, 1997.
4. ВСН 004-88. Строительство магистральных и промысловых трубопроводов. Технология и организация. - М. Миннефтегазстрой, 1989.
5. ВСН 008-88. Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция. - М. Миннефтегазстрой, 1989.
6. ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. - М. Миннефтегазстрой, ВНИИСТ, 1989.
7. Технические условия и ГОСТы на применяемые материалы.
Цель входного контроля сварочных материалов - проверка продукции поставщиков материалов, предназначенной для использования при строительстве, ремонте или эксплуатации объектов ОАО МН, на соответствие ее требованиям ГОСТов, СНиПов, ТУ, проектов и т.д.
Главная задача входного контроля сварочных материалов - недопущение поступления на объект не соответствующих требованиям нормативов и ТУ сварочных материалов, использование которых может привести к снижению уровня качества и эксплуатационных характеристик сооружаемых объектов; нарушениям условий безопасного проведения строительно-монтажных работ и контроля; отказам трубопроводов при испытаниях и эксплуатации; росту непроизводительных затрат.
Сварочные материалы, подлежащие входному контролю - штучные сварочные электроды, сварочная проволока, сварочный флюс.
Сварочные материалы перед использованием должны быть проконтролированы:
- на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
- на наличие на каждом упаковочном месте (пачке, коробке, ящике мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой указанных в них данных;
- на отсутствие повреждений упаковок и самих материалов.
Применение сварочных материалов, на которые отсутствуют сертификаты, паспорта и другие документы, подтверждающие их качество, не допускается.
- входной контроль сварочных материалов проводится: при их поступлении на центральный склад ОАО МН, (РМУ, РСУ); при поступлении на монтажную площадку перед их применением;
- входной контроль сварочных материалов при их поступлении на центральный склад ОАО МН (РНУ, РСУ) - осуществляется комиссией входного контроля Заказчика с оформлением акта (Форма 12) в срок - до 10 календарных суток с момента их поступления на склад. Комиссия входного контроля Заказчика - назначается приказом по ОАО МН (РНУ, РСУ). В комиссию должны входить представители службы материально-технического снабжения ОАО МН (РНУ, РСУ), службы контроля качества (дефектоскопии). Оценка качества сварочных материалов проводится согласно операционных технологических карт контроля качества СЭ-1, СП-1, СФ-1 настоящего регламента. При поступлении сварочных материалов на участковый склад (монтажную площадку) входной контроль осуществляется перед их применением в срок до 5 календарных суток. Входной контроль проводят представители технадзора заказчика, представители подрядчика, представители заказчика (служба дефектоскопии) ОАО МН (РНУ, РСУ).
- по результатам входного контроля оформляются акты и делается запись в журнале (Формы 12 и 31 РД 39-00147105-015-98. Правила капитального ремонта магистральных нефтепроводов).
Для ручной дуговой сварки могут быть использованы электроды с основным или целлюлозным покрытием соответствующие требованиям ГОСТ 9466 и ГОСТ 9467. НТД и имеющие заключение специализированной организации (ВНИИСТа).
На складах сварочные электроды должны храниться отдельно по маркам, партиям и диаметрам в условиях, предохраняющих их от увлажнения и механических повреждений при температуре не ниже 150 °С, при этом относительная влажность не должна быть более 50 %. Электроды следует хранить в упаковке завода изготовителя на стеллажах или в штабеле. Высота укладки упаковок не должна превышать 5 рядов.
- Целостность упаковки сварочных материалов.
- Наличие сертификата на каждую партию электродов.
- Состояние внешней поверхности электродов
- Адгезия обмазки к электроду.
- Эксцентричность покрытия, геометрические параметры электродов, сварочно-технологические свойства электродов.
- Измеряют следующие обнаруженные дефекты: протяженность вмятин, волосяных трещин, участков сетчатого растрескивания на поверхности покрытия и оголенные участки стержни с погрешностью не более 1 мм (с помощью линейки) а также фиксируют наличие оголенных участков стержня, глубину рисок, вмятин, задиров, размеры пор на поверхности покрытия.
- Разность толщины покрытия определяется микрометром - с погрешностью не более 0,01 мм.
Контроль сварочных электродов следует проводить согласно операционной технологической карты СЭ-1.
При неудовлетворительных сварочно-технологических свойствах электроды следует повторно прокалить в соответствии с установленным режимом. Если после повторной прокалки технологические свойства электродов не удовлетворяют приведенным выше требованиям, то данную партию электродов использовать для сварки ответственных конструкций нельзя.
Для автоматической и механизированной сварки под слоем флюса, а также для механизированной сварки в защитном газе/газовой смеси применяется сварочная проволока сплошного сечения по ГОСТ 2246. Сварочная проволока сплошного сечения должна храниться в сухих складских помещениях в упаковке завода-изготовителя. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246 .
Операционная карта контроля качества сварочных электродов СЭ-1
Состояние внешней поверхности электродов в соответствии с требованиями ГОСТ 9466. покрытие должно быть однородным, плотным, прочным; не допускаются наплывы, надрывы, вздутия, трещины и искривления. Допускаются: поры с максимальным наружным размером не более 1,5 толщины покрытия (но не более 2 мм) и глубиной не более 50 % толщины покрытия при условии, если на 100 мм длины электрода количество пор не превышает двух. Поверхностные продольные волосяные трещины и местные сетчатые растрескивания в суммарном количестве не более двух на электрод при протяженности каждой волосяной трещины или участка растрескивания не более 10 мм. На поверхности электродов допускаются отдельные продольные риски глубиной не более 25 % толщины покрытия, а также местные вмятины глубиной не более 50 % толщины покрытия - в количестве не более 4 при суммарной протяженности до 25 мм на одном электроде; две местные вмятины, расположенные с двух сторон от электрода в одном поперечном сечении, могут быть приняты за 1, если их суммарная глубина не превышает 25 % толщины покрытия, а их количество на одном электроде не более 2
Представитель комиссии по входному контролю ОАО МН (РНУ), технадзор заказчика, представитель Подрядчика
Выборочный (от каждой партии; 10-15 электродов из каждого упаковочного места)
Адгезия обмазки к электроду. Покрытие не должно разрушаться при падении электрода плашмя на гладкую стальную плиту с высоты: 1 м для электродов диаметром менее 4 мм; 0,5 м для электродов диаметром 4 мм и более. Допускаются частичные откалывания покрытия общей протяженностью до 5 % покрытой част электрода
Представитель комиссии по входному контролю ОАО МН (РНУ), технадзор заказчика, представитель Подрядчика
Выборочный (пять электродов от партии из разных упаковочных мест)
Инструментальный (микрометр, линейка)
Эксцентричность покрытия электродов.
Допускаемая эксцентричность не должна превышать следующих величин:
Дефектоскопист, технадзор заказчика, представитель Подрядчика
Выборочный (10 электродов от партии)
Одновременно следует установить отсутствие ржавчины на стержне электрода. Разность толщины покрытия необходимо определять в трех местах электрода, смещенных относительно друг друга на 50-100 мм по длине и на 120° по окружности. Места замеров следует выбирать таким образом, чтобы они приходились на центральную часть электрода, т.е. отступив с каждой стороны электрода (от контактной части и его торца) не менее чем на 50 мм
Сварочно-технологические свойства электродов (ГОСТ 9466 ): проверяются выполнением сварки допускного технологического стыка дипломированным сварщиком; марка стали допускного стыка должна быть идентична той, для которых предусмотрено применение данной марки сварочных электродов легкость возбуждения и стабильность горения дуги: равномерность плавления электродов и правильность формирования валиков шва или наплавляемой поверхности; легкость удаления шлака; отсутствие на поверхности шва трещин, надрывов и пор в сварном шве. Сплошность стыкового шва трубного сварного образца с оценкой допустимости размеров и числа внутренних газовых пор и шлаковых включений Допустимые дефекты:
Аттестованный сварщик, дефектоскопист, технадзор заказчика, представитель подрядчика
Выборочный (от каждой партии электродов прошедших проверку)
Визуальный (в процессе сварки) Инструментальный (лупа 5-кратного увеличения) Радиографический (ГОСТ 7512-82 ) или ультразвуковой (ГОСТ 14782-86 )
- Соответствие применяемой проволоки для сварки ответственных конструкций требованиям ГОСТ 2246 .
- Состояние внешней поверхности проволоки перед заправкой в сварочный аппарат. Поверхность должна быть чистой и гладкой. Не допускаются трещины, закаты, раковины, забоины, окалина, ржавчина, различные загрязнения.
- Обмер проволоки. Диаметр проволоки необходимо измерять с точностью до 0,01 мм; контроль овальности.
Сварочная проволока сплошного сечения в зависимости от марки проволоки изготавливается из стали, химический состав которой (по сертификату о качестве) должен находиться в пределах, приведенных в ГОСТ 2246-70 .
- По виду поверхности низкоуглеродистая и легированная проволока подразделяется: на неомедненную, омедненную (О), со специальным антикоррозионным покрытием (А). Специальные требования к омеднению или специальному покрытию поверхности проволоки (включая суммарное содержание меди) устанавливается техническими условиями.
- Проволока с омедненной поверхностью или специальным покрытием должна поступать в шпулях прямоугольного сечения.
- Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, пленок, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных дефектов не должна превышать предельного отклонения по диаметру проволоки. Предельные отклонения по диаметру для проволоки диаметром до 4 мм - 0,09 мм, диаметром 4 мм - 0,16 мм.
- Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки одного диаметра, одного назначения и одного вида поверхности.
- Осмотру и обмеру должны подлежать все мотки (катушки, кассеты) проволоки.
- Диаметр проволоки измеряют микрометром с точностью до 0,01 мм в двух взаимно перпендикулярных направлениях в каждом сечении не менее чем в двух местах, на расстоянии не менее 5 м друг от друга.
- Контроль качества сварочной проволоки следует проводить согласно операционной карты СП-1.
Операционная карта контроля качества сварочной проволоки СП-1
Для автоматической и механизированной сварки под флюсом следует применять флюсы, соответствующие требованиям ГОСТ 9087 и НТД.
Сварочный флюс следует хранить в сухих складских помещениях в герметичной упаковке завода-изготовителя. На упаковке должны быть указаны завод-изготовитель, марка флюса, номер ГОСТа или технических условий, масса, номер партии. Каждая партия флюса должна иметь сертификат с указанием завода-изготовителя, марки флюса, номера партии и приемо-сдаточных характеристик (состав флюса, насыпная плотность, размер зерен).
- Соответствие флюсов требованиям ГОСТ 9087 .
- Однородность состава флюса. Не допускаются загрязнения флюса посторонними сыпучими и жидкими материалами.
- Гранулометрический состав флюса. Размеры зерен.
Плавленые флюсы по ГОСТ 9087 и ТУ должны иметь однородные зерна без включений инородных частиц (нерастворившихся частиц сырьевых материалов, угля, графита, кокса, стружки, металлических частиц). Не допускается наличие во флюсе любых инородных частиц. Флюсы принимают партиями. Партия должна состоять из флюса одной или нескольких плавок одной марки, усредненных для получения однородного состава и оформленных одним документом.
Контроль качества сварочного флюса следует проводить согласно операционной карты СФ-1.
От каждой партии флюса для проверки качества составляют выборку массой не менее 10 кг. При получении неудовлетворительных результатов по одному из показателей проводят повторные испытания на удвоенной выборке, взятой от той же партии.
- Измерительная линейка Л - 300 по ГОСТ 8.222.
- Емкость мерная (1. 5 дм3).
- Штангенциркуль ЩЦ-1-125-0,1 с глубиномером (ГОСТ 166 -80).
- Лупа просмотровая асферическая с ручкой 5-х для просмотра деталей, мелких предметов.
- Лупа просмотровая с подсветкой 3,5-х.
- Набор радиусных шаблонов № 1 (R 1. 6 мм).
- Рулетка в закрытом корпусе самосвертывающаяся ЗПКЗ-1АНТ/1, ГОСТ 7502 .
- Набор сит для определения гранулометрического состава флюса.
Операционная карта контроля качества сварочного флюса СФ-1
× Помните!
Вся полученная прибыль с сайта идет на развитие проекта, оплату услуг хостинг-провайдера, еженедельные обновления базы данных СНИПов, улучшение предоставлямых сервисов и услуг портала.
Скачайте «ОР 04.00-45.21.30-КТН-007-2-00. Регламент входного контроля и параметров выбраковки изоляционных и сварочных материалов» и внесите свой малый вклад в развитие сайта!
© СНИПОВ.нет 2016. Все права защищены.
Перепечатка материалов сайта только с разрешения правообладателей.