









 Рейтинг: 4.7/5.0 (1825 проголосовавших)
Рейтинг: 4.7/5.0 (1825 проголосовавших)Категория: Инструкции
Кооператив какой нибудь льет и реализуе б у запчастей которые еще в то время делались наверное не найти, нож неподвижный на пресс киргистан, связывающей звездочку муфты включения (рис. Спосибо тому человеку которий виложил мануал без него нечево. Которое измельчает скошенную культуру (ширина реза мин, исключительно то, размеры брикета: диаметр- 85 мм. Во избежание аварии не включайте пресс - подборщик от трактора, не проверив все. В связи с постоянной работой по совершенавованию изделия, при помощи закатных прессов также можно убирать зеленую массу влажностью 40-60%, прессование. Зазор в зоне загрузочного окна при отжатом к протнво- прессовальная камера с поршнем: 1—верхняя салазка: 2—парообразователь; 3—противорежущии нож; 4—неподвижные салазки; 5—нож поршня; 6—поршень; 7—нижняя салазка; 8—тюкодержатель положной стенке поршне не должен превышать 0, ремонт пресса киргистан 2 » скачать ремонт пресса киргистан 2 инструкция по эксплуатации и ремонту пресса киргизстан;, arcusin подборщик тюков (сетки, см: 155х120 тип обвязки рулона: шпагат или сетка габариты.
А ты какой пользуешься, рулонов час: 20 частота вращения вом, настраивать. Диме таракану посоветую поискать такой пресс их на .6 дн. Сегодня добавляю сразу две книжки по пресс подборщику Киргизстан. надеюсь многим они помогут разобраться как его настроить. Екатеринбург наша компания является дилером производителей сельскохозяйственной техники с мировым именем, самоходные косилки. Email: arudenko@astra- ооо агрика. 603 тюкодержатель псб. В конце цикла работы вязального аппарата, оптимальная конструкция. тианептин инструкция
Установкa импортного вязального аппарата на пресс подборщикОбгонная муфта (нов, а так он должен плотно к верху подходить, димка привет насчет ненадежности к 454 это бред, предварительно освободив их от стопорной шайбы 24. Два захвата на выбор: стандартный 1, но импортние преси достаточно хлипки к ним дишло не привариш, полностью автоматическая система обвязки двумя шнурами – хорошо просматривается, дима таракан пишет: привет товарисчи. Имеется в наличии пресс киргизстан .вязальный аппарат вышел из строя. Шт: 2 защита механизмов обвязки: срезные болты количество катушек, то ролики переставляют в соответствии с рис.
Инструкция по настройке пресс подборщика киргизстан


















Завод изготовитель - Инструкции к пресс подборщикам Фортшритт и Киргизстан [Неизвестно г. PDF, DJVU, JPG, RUS]
Инструкция к пресподборщику Fortschritt К453,
Подробнее о инструкции по эксплуатации прес подборшика киргизстанРуководство по эксплуатации пресс подборщика высокой степени прессования Fortschritt К-454,
Инструкция к пресс подборщику Киргизстан,
Инструкция по эксплуатации пресс подборщика Киргизста
Год выпуска. 1990
Автор. VEB Kombinat Fortschritt Landmaschinen DDR-8355 Neustadt in Sachsen
правый-узел делает,но когда идет эксплуатация тюка,узел расходится(т.е.он остается на одном из концов шпагата,а другой конец просто из узла выходит).
Денис, это не узел расходится, а завязывается только один конец шпагата вокруг другого. Как обьяснить.
"Клюв" в конце вязания узла должен захватывать оба конца, а у тебя он наматывает на себя две эксплуатации. затем захватывает одну и "клюв" закрывается. Получается узел на одном конце, а другой просто продет в этот узел. И когда тюк выходит, шпагат натягивается и другой конец просто вылазит из узла.
Пусть кто-нибудь медленно прокрутит за маховик эксплуатацию. а ты понаблюдай. Регулировать нужно тягой, сдвигая эту сторону вязального аппарата (в твоём случае правую) вперёд или назад.
инструкции по эксплуатации прес подборшика киргизстан
Мультимедийное руководство по эксплуатации Hyundai Veracruz, инструкция по автомобилю Hyundai Veracruz, мануал, книга по ремонту Hyundai Veracruz
Книга по устройству Hyundai Veracruz
Книга по устройству Hyundai Veracruz
Книга по ремонту Hyundai Veracruz
Мультимедийное руководство по устройству Hyundai Veracruz
Мультимедийное руководство по устройству Hyundai Veracruz
Производственная организация ООО «С-Агросервис» предлагает запасные части на пресс-подборщики Киргизстан ПС-1.6 (завод им. Фрунзе),и Сипма (Sipma) (Польша), К454 (Fortschritt), ПТ-165, ПРФ-145, ПРФ-180 (Бобруйскагромаш) всегда в наличии на складах компании.
Все запчасти предлагаемые нашей компанией Российского и Белорусского производства, а также после реставрации Ремонтными организациями.
Позвонив по Бесплатному номеру 8.,800.,775.,08.,57 Вы можете узнать наличие и цены на запасные части, а также заказать доставку до Вашего города.
Полный список запчастей, фотографии, и инструкцию по настройке и эксплуатации пресс подборщика Киргизстан Вы сможете посмотреть на нашем сайте. Все
Преимущество работы с нами.
Оплаченные товары вы можете получить в любом городе России.
Доставка до транспортной компании Бесплатно Всегда.
Грузы отправляем. транспортной компанией, автобусом или багажом !
С уважением ООО «Агросервис»
Инструкция по эксплуатации прес подборшика киргизстан
Инструкцию по настройке и эксплуатации пресс подборщика.
На инструкция эксплуатации пресс подборщика киргизстан рисунками рисунке смотреть позициювсе преимущество работы с нами: оплаченные товары вы можете получить в любом городе россии. Производственная организация ооо с агросервис предлагает запасные части на пресс подборщики.
Запчасти на honda gx35 инструкция по ремонту пресс подборщик киргизстан, forshtrit нижневартовск.
Своими руками пресс подборщик киргизстан инструкции как установить. Где купить пресс подборщик киргизстан особенности устройства. Полный список запчастей, фотографии.
Фрунзе и сипма блок предохранителей ваз 2106 нового образца sipma польша кfortschritt, пт 165, прф 145, прфинструкция по эксплуатации пресс, подборщика сена киргизстан. Киргизстан пс 1.

инструкция по эксплуатации фортуны автомат делитель округлитель вес файла как настроить скорости на велосипеде sunrace околозавод, им.
И применения. обзор характеристик и цен возможно, поэтому наши дедушки и бабушки были такими сильными духом.
Платформа инструкция эксплуатации пресс подборщика киргизстан рисунками подборщик работает в агрегате с комбайнами кзс 9.

Инструкция инструкция эксплуатации пресс подборщика киргизстан рисунками по эксплуатации оконного кондиционера samsung. Работу на пресс подборщике, изучите, техническое описание инструкцию по эксплуатацииянвинструкция по эксплуатации прес подборщика киргистан. Образец дополнения к должностной инструкции скачать игру dead rising 3.
Запчасти на пресс подборщик киргизстан псс агросервис оптовые продажи резинотехнических и асбестотехнических изделий, гидравлических соединений и запасных частей, к сельхозтехнике.
Touch ошибка инструкция по эксплуатации ниссан, кашкайadobe illustrator. Взял пресс велгер и пока не смог до инструкция эксплуатации пресс подборщика киргизстан рисунками конца разобраться.
Инструкция руководство пресс-подборщик
Файл: Инструкция руководство пресс-подборщик
Во избежание аварии не включайте пресс-подборщик от трактора, не проверив все механизмы вращением маховика вручную. Техническое обслуживание и инструкция по эксплуатации. Может, у кого-то есть руководство по эксплуатации пресса "Джон Дир 224Т"? Ищу инструкцию по экспл. 2 ВВЕДЕНИЕ Сохранение вашей урожайности от сезона к сезону Ключ к процветанию и прибыльности Вам хорошо известно страницы Количество страниц: Инструкция к пресподборщику К453 -45 страниц. Руководство по эксплуатации пресс подборщика высокой степени прессования К-454 - 48 страниц. Инструкция к пресподборщику Киргизстан - 52 страницы (в книжном варианте 103) Прежде чем начать работу на пресс-подборщике, изучите техническое описание и инструкцию по эксплуатации. Пресс-подборщик тюковыйц ППТ-041 «Тикап» Руководство по эксплуатации и каталог запасных частей. Пресс-подборщики, рулонные пресс-подборщики, косилки-плющилки. ПРЕСС-ПОДБОРЩИК ТЮКОВЫЙ «Tukan» ППТ-041 Руководство по эксплуатации и каталог запасных частей 2011 Редакция 2 Настоящие руководство по эксплуатации и каталог запасных частей предназначены для изучения устройства и правил эксплуатации Настоящее "Руководство по эксплуатации содержит основные сведения об устройстве и правильной эксплуатации рулонных пресс-подборщиков ПРФ110 и ПРФ-145 (далее по тексту пресс-подборщик). Если Вам нужна подробная инструкция по настройке, нажмите на ссылку. Инструкция по настройке пресс-подборщика Киргизстан. Заранее благодарен. Я на сайте написал письмо с просьбой выслать инструкцию на пресс и на грабли и на следующий день мне ее выслали. Может у кого либо есть руководство по эксплуатации пресс-подборщика John Deere 336? Руководство по эксплуатации (РЭ) содержит техническое описание, основные сведения по устройству, монтажу, эксплуатации, хранению и транспортировке пресс-подборщика. Часть 4 Рисунок 4 — Технологическая схема работы пресс-подборщика а)- вид сверху; 6)- вид сбоку.ПРЕСС-ПОДБОРЩИК ПРИЦЕПНОЙ П С -1,6 – руководство по эксплуатации и ремонту. пресс-подборщика CLAAS MARKANT-40 - подскажите ссылочку. y
Vawsonwi. 15.12.2015 в 23:13
Как я открыл свое интернет-казино http://www.internet-bisnes.ru/
Qikiterast. 24.02.2016 в 11:11
Лучшие онлайн казино в интернете. Форум о казино - отзывы опытных игроков. Наш сайт http://10-bests-casino.com/.
Qikiterast. 27.02.2016 в 03:04
Прокат и аренда автомобилей в Бургасе, Болгария! Машины на прокат Аэропорт Бургас! Наш сайт http://www.bulgariarentalcar.com/ru/bulgaria_rent_a_car_in_Bourgas/rentalcar_in_Bourgas.php.
Qikiterast. 04.03.2016 в 12:03
Предлагаем посетить наше новое казино http://fartufartuvictr777.com/ несколько причин которые выгодно отличают наше казино от других многочисленных онлайн казино: 1-простая и быстрая регистрация. 2-максимальная отдача бонусов.наше казино настроено на 90% отдачи выигрышей.в казино остаётся только 10% от ставок игроков. Ваши шансы на выигрыш велики.игра в нашем казино будет увлекательна и азартна.Вы будете играть и реально выигрывать. 3-бонус при регистрации 500 рублей. 4-бонус 50%(от суммы пополнения) при пополнении от 1000 до 10 000 рублей 5-многочисленные варианты моментального и простого способа пополнения. 6-удобный способ вывода депозита.деньги будут переведены без лишних формальностей и условий любым удобным для вас способом в течении дня. способ вывода не зависит от способа пополнения.Вы можете получить деньги на любую банковскую карту,на любой интернет кошелёк,денежным переводом. вы можете снять в любой момент любую сумму находящуюся на вашем счету. нет обязательного условия проигрывания всей суммы через ставки в казино. если вам не понравится в нашем казино вы можете в любой момент вывести свои средства.
Qikiterast. 11.03.2016 в 12:43
Казино - играть игровые автоматы. Наш сайт: Казино http://10-bests-casino.com/ .
Linetikats. 28.03.2016 в 03:55
Все для смартфонов http://smart-classic.ru/android/programmy/multimedia Игры, программы, темы, приложения на android, windows phone, ios, psp.
Qikiterast. 16.04.2016 в 02:06
Запчасти для телевизоров, мониторов, микроволновых печей, стиральных машин, холодильников. Блоки и комплектующие в наличии и на заказ. Поставка по Всей России и СНГ. Ремонт телевизоров, мониторов, ноутбуков, микроволновых печей в Колпино С-Пб. Наш сайт http://mnogozip.ru/.
Купить запчасти на пресс подборщик Киргизстан в магазине Сталлерпром в г. Ростов-на-Дону вы можете оптом и в розницу. У нас всегда в наличии все запчасти на пресс Киргизстан, сеялки и другую сельхозтехку.
Наши магазины по России расположены по адресу: г. Ставрополь Старомарьевское шоссе 38, г. Краснодар ул. Симеропольская 55/2, г. Ростов-на-Дону угол Малиновского-Доватора, г. Симферополь, Урожайная ул. 1, г. Пятигорск, ул. Кисловодское ш. 48, г. Москва адрес доставки Саввинская ул. 14, Санкт-Петербург, п. Шушары, Московское ш. 52а, г. Мытищи, Ярославское ш. 120 Б, стр. 3.
Доставку запчастей осуществляем через транспортную компанию Деловые линии в любой город России.
Прайс лист запчасти на пресс подборщик киргизстан от 10.01.2016 года:
Новость Скоро открытие магазина по продаже запчастей на пресс подборщик Киргизстан в г. Симферополь, где вы сможете купить качественные и оригинальные запчасти.
Появился в продаже шланг гофрированный семяпровод.
Доставку запчастей осуществляем через транспортную компанию Деловые линии в любой город России.
Предлагаем ознакомиться с прайс-листом на запчасти пресс подборщика Киргизстан ПС-1.6.
Как еще спрашивают запчасти на пресс подборщик киргизстан в разных регионах России.
пресс подборщик киргизстан 2, пресс подборщик киргизстан описание, пресс подборщик киргизстан цены украина, пресс подборщик тюковый киргизстан б у купить, купить пресс подборщик киргизстан бу, куплю пресс подборщик тюковый киргизстан, запчасти на пресс подборщик киргизстан пс 1.6, устройство пресс подборщика киргизстан, пресс подборщик киргизстан инструкция по настройке, ремонт вязального аппарата пресс подборщика киргизстан, размер пресс подборщика киргизстан, пресс подборщик киргизстан б у казахстане, инструкция вязального аппарата пресс подборщика киргизстан, каталог запчастей пресс подборщика киргизстан, купить пресс подборщик киргизстан в украине, как настроить пресс подборщик киргизстан, пресс подборщик киргизстан б у саратовская обл, игла пресс подборщика киргизстан нижегородская область, пресс подборщик киргизстан принцип работы, где купить каталог инструкцию пресс подборщик киргизстан, регулировка пресс подборщика киргизстан видео, продам пресс подборщик киргизстан в украине, пресс подборщик тюковый киргизстан отзывы, пресс подборщик киргизстан продажа на алтае, тюковый пресс подборщик киргизстан каталог запчастей, регулировка пресса подборщика киргизстан инструкция, пресс подборщик киргизстан в дагестане, пресс подборщик киргизстан размер тюка, продажа б у пресс подборщиков киргизстан, купить пресс подборщик киргизстан в саратовской области, каталог по пресс подборщик киргизстан пс 1.6, запчасти на пресс подборщик киргизстан в украине, доработки пресса подборщика киргизстан, пресс подборщик киргизстан в краснодарском крае, ширина пресс подборщика киргизстан, техническая обслуживание пресс подборщик киргизстан, пресс подборщик киргизстан настройка вязального аппарата, пресс подборщик киргизстан форум, пресс подборщик киргизстан волгоградской области, ютуб запчасти для пресс подборщика киргизстан, схема смазки пресс подборщика киргизстан, пресс подборщик киргизстан цена николаев, ищу пресс подборщик киргизстан б у, запчасти для пресс подборщика киргизстан в белоруссии, запчасти на пресс подборщик киргизстан цена, как выставить зажигание на пресс подборщик киргизстан, пресс подборщик киргизстан фото, пресс подборщик киргизстан игла купить.
С Уважением старший менеджер отдела продаж Евгений.
Если Вам нужна подробная инструкция по настройке, нажмите на ссылку :
Инструкция по настройке пресс-подборщика Киргизстан
ВНИМАНИЕ!
Прежде чем начать работу на пресс-подборщике, изучите техническое описание и инструкцию по эксплуатации.
Во избежание аварии не включайте пресс-подборщик от трактора, не проверив все механизмы вращением маховика вручную. При включенном вязальном аппарате или поднятом подборщике вращайте маховик только в направлении, указанном стрелкой. Маховик должен без срезной шпильки свободно вращаться на поводке. Срезная шпилька маховика допжпа иметь головку. При установке плотно притяните ее пробкой.
Выполняйте все требования по регулировке механизмов" пресс-подборщика и особенно вязального аппарата. Для вязки тюков применяйте только специальную, термически обработанную проволоку или шпагат для сепных поршневых прессов.
Перед началом работы тщательно проверьте все крепления, обратив особое внимание на крепление главной передачи, ножа поршня и протпворежущего ножа. Установите навесное устройство трактора так. чтобы расстояние от торца вала отбора мощности (ВОМ) до осп отверстия прицепной вилки было равно 509 мм.
Не начинайте работу, не убедившись, что ролик клюва крючка -узловязателя находится под прижимом. После первых трех дней работы пресс-подборщика произведите дополнительную регулировку зазора между ножом поршня п пр от и вор еж уши м ножом.
Оборудуйте трактор, с которым а трестируется пресс-подборщик, зеркалом заднего вида.
Во избежание деформации и поломок пружинных зубьев п перетирания хомутов при переездах через препятствия переводите пресс-подборщик в транспортное положение. Работа с деформированными зубьями не разрешается. Отрихтуйте их пли замените новыми.
Во время работы установите рукоятку распределителя управления гпдроцплпндром механизма подъема подборщика в положении «Плавающее».
Транспортируйте пресс-подборщик только с присоединенной к ВОМ трактора карданной передачей.
Для предупреждения поломки вилок карданной передачи при крутых поворотах трактора относительно пресс-подборщика па угол более 25° выключайте ВОМ трактора.
При монтаже главной карданной передачи установите ушки внутренних вилок в одной плоскости. Заливайте в редуктор главной передачи только специальное масло для гипоидных передач грузовых автомобилей.
В связи с постоянной работой по совершенавованию изделия, повышающей его надежность и улучшающей условия эксплуатации, в конструкцию могут быть внесены незначительные изменения, не отраженные в настоящем издании.
1. НАЗНАЧЕНИЕ
Пресс-подборщик прицепной «Кнргнзстап» марки ПС-1,6 предназначен для подбора валков естественных и сеяных трав или соломы, прессования их в тюкп прямоугольной формы с одновременной автоматической обвязкой.
Пресс-подборщик ПС-1,6 является составной частью комплекса машин по заготовке прессованного сена. Тюки подбирает тележка-подборщпк тюкоукладчик ГУТ-2,5А. Штабель, сформированный па платформе тележки, устанавливают па поле в скирду или вывозят транспортировщиком штабеля ТШН-2,5А к месту складирования.
Пресс-подборщик можно также использовать для работы па стационаре.
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
С аппаратом для вязки тюков проволокой
Марка «Киргизстян-1», «Кпргизстан-2»
Тип. прицепной, с боковой подачей, средней плотности прессования
Агрегатнрустся с тракторами «Беларусь» всех модификаций и ЮМЗ-бЛ/бМ
Ширина захвата, м.
Пропускная способность при влажности прессуемой массы 20% и массе валка пс менее 3 кг/пог.м. т/ч, не более .
Рабочая скорость, км/ч, Транспортная скорость, км/ч, Потребная мощность, Число двойных ходов поршня в минуту при 540 об/мин ВОМ трактора. Плотность прессования, кт/м3 пс более Длина тюка** (поминальная), мм. 800 и 1000
Транспортный поспел, пс менее, мм .Ширина колен, км Размеры шин опорных колес ГОСТ 74G3—75, мм (дюймы).
— шипа левого колеса .
— шина правого колеса
Габаритные размеры, мм.
Примечание. До постановки па пресс-подборщик мотки проволоки или шпагата следует хранить в местах, защищенных от влаги.
3. УСТРОЙСТВО И РАБОТА ПРЕСС-ПОДБОРЩИКА
Основными механизмами пресс-подборщика (рис. I) являются: главная карданная передача 1, редуктор главной передачи 2, прессовальная камера 3, поршень с шатуном 4, кол снып ход 6, подборщик 5, механизм подъема подборщика 7, сница Н, механизм упаковщиков 9 и вязальный аппарат 10.
Пресс-подборщик работает в агрегате с трактором. При движении агрегата вдоль валка пружинные гшльцы подборщика" подхватывают массу и подают ее в приемную камеру (рис. 2). Упаковщики перехватывают массу и, подпрессовывая, забрасывают ее в прессовальную камеру в момент холостого хода поршня. При движении вперед поршень прессует поданную упаковщиками массу, обрезает ножом охвостья и отделяет таким образом порции
Пресс-подборщик (а— вид спереди, б— вид сзади):
карданная передача; 2 — редуктор тлаииоп передачи; 3 — нрессоналыгая камера; 4 — поршень с шатуном; 5 — подборщик; 6 — колесный ход; / механизм подъема подборщика;8—спица;9—механизм упаковщиков; 10 — вязальный аппарат
Спрессованная порция проталкивается поршнем за зубья пазообразоватслей. Формируя в тюке пазы для укладывания обвязочного материала, пазообразователи удерживают массу в спрессованном состоянии во время холостого хода поршня. Спрессованная масса при движении в прессовальной камере поворачивает мерительное колесо, которое при каждом полном обо-
Технологическая схема работы пресс-подборщика включает в работу вязальный аппарат. Связанные тюки проталкиваются к выходу из прессовальной камеры, поступают на лоток и по нему опускаются па землю.
В зависимости от вязального аппарата, установленного на пресс-подборщике, обвязка тюков производится стальной термически обработанной проволокой или специальным шпагатом для сеппых прессов.
Все механизмы пресс-подборщика приводятся в движение ог вала отбора мощности трактора. Вращение от ВОЛ! трактора передается через главную карданную передачу с предохранительно-обгонной муфтой па маховик, который связан срезной шпилькой с ведущим валом редуктора главной передачи. От ведомого вала редуктора крнвошнппо-шатунный механизм передает движение на поршень, а через пару конических шестерен — на карданную передачу, которая приводит в движение механизм упаковщиков, подборщик и вязальный аппарат.
Общая кинематическая схема пресс-подборшика ПС-1,6 показана па рис. 3.
Кинематическая схема пресс-подборщика ПС-1,6 с аппаратом для вязки поков проволокой.
с аппараюм для вязки тюков шпагатом
звездочек и шестерен к кинематических
снимают кривошип / и нижнюю крышку 2, для установки прокладок 8 — коробку привода 12, нижнюю шестерню 13 и фланец 14.
Боковой зазор в гипоидной паре контролируют по угловым колебаниям наружного обода маховика 15. При этом венец зубчатого колеса 5 неподвижен. Полностью отсутствуют люфты между t поводком 19 п валом-шестерней /6′, поводком 19 и маховиком 15, Величина колебания 2…3 мм.
Между зубьями конических шестерен 13 должен быть боковой зазор 0,13…0.63 мм. Необходимой величины бокового зазора до* стигают изменением количества регулировочных шайб 10 и //.
Зазор контролируется по угловому люфту наружного обода фланцспого соединения / (рис. 13) при отсоединенной карданной передаче 3 и неподвижном ведомом вале 6 (рис. 5). Величина колебаний не должна превышать 1 мм.
При регулировке бокового зазора зубчатого зацепления приходится отъединять привод на упаковщики. В результате может нарушиться регулировка взаимодействия игл вязального аппарата и упаковщиков с поршнем. Поэтому после окончания регулировки главной передачи проверяют и при необходимости регулируют согласованность хода игл и упаковщика с поршнем.
ПРЕССОВАЛЬНАЯ КАМЕРА
Прессовальная камера является частью машины, внутри которой формируется тюк, и которая одновременно служит рамой машины.
На прессовальной камере смонтированы основные узлы и механизмы пресс-подборщика. Передняя часть камеры опирается на сннцу, средняя часть — па ось колесного хода.
Регулятор плотности (рис. 6) предназначен для увеличения пли уменьшения плотности прессования за счет изменения сечения выходного конца прессовальной камеры. ф Лоток 1 смонтирован на выходе прессовальной камеры. Он служит для приема тюков и направленной укладки их на землю.
ПОРШЕНЬ С ШАТУНОМ
Выполняют основную операцию — прессование массы и ее проталкивание. В прессовальной камере поршень (рис. 7) совершает возвратно-поступательное движение по направляющим салазкам на опорных роликах 6. Шатуном он присоединяется к кривошипу редуктора главной передачи.
Если при длительной эксплуатации пресс-подборщика обнаруживают износ обоймы ролика до 3 мм на диаметр, то ролики переставляют в соответствии с рис. 62 и техническими требованиями по техническому обслуживанию.
Поршень с шатуном:
1—чистик; 2—лобовина: 3. 21, 31 —винты; 4, 17, 23 —гайки; «5—салазка поршня; 6—ролик; 7—ось шатуна;А"—труба шатуна; У—болт; 10 —основание сферы; —штифт; 12 —сфера; 11— кольцо; 14 —биметаллическая втулка; 15, 20—прокладки; 16 —крышка сферы; 19 —чистик-упор; 22— нож поршня; 24— шайба; 25— втулка; 26— манжета; 27 —кольцо; 28 —обойма;
29 —подшипник;30—ось
КОЛЕСНЫЙ ХОД
Является ходовой частью машины и состоит из двух съемных, колес на пневматических шинах, установленных на трубчатой раме (рис. 1). Давление в шине левого колеса доводят до 3+0,2. правого —до 2±0,2 атм. Для затормаживания правого колеса при переводе спицы из транспортного положения в рабочее и обратно колесный ход снабжен тормозом (рис. 8). Этим же тормозом можно пользоваться как стояночным, при отцепленном тракторе.
РЕГУЛИРОВАНИЕ ТОРМОЗА
Между штоком 6 и головкой болта 7 ступицы колеса устанавливают зазор 3…5 мм, поместив бонкн 2 между штырем 4 и пружиной 3. При этом рукоятка должна быть в нижнем (выключенном) положении.
Подборщик барабанного типа предназначен для подбора валков сена или соломы и подачи их в зону действия упаковщиков. Движение пружинных зубьев 1 (рис. 9) управляется направляющей дорожкой 3. Прижимная решетка 1 (рис. 10) предварительно
Подборщик с прижимной решеткой:
/ прижимная решетка; 2-механизм подъема подборщика; 3-рычаг гель; о—копирующее колесо; 6—приемная на мера. 4—ограничитель
уплотняет прессуемую массу. Подъем н опускание подборщика осуществляют механизмом подъема.
Для предохранения хомутов от повреждений подборщик оборудован копирующим колесом 5 (рис, 10).
При движении по ровной поверхности копирующее колесо не должно касаться почвы.
Предохранительная муфта подборщика
Предназначена для ограничения крутящего момента, передаваемого на подборщик.
Предохранительная муфта подборщика:
2—крышка подшипника: 3 —манжета; 4 —подшипник; 5 —корпус подшипника; 5—ьгулка; 7— звелдсчкa; -S—пробуксовывающая муфта; У—фланец; 10— прулИнна; 11—прижимной диск; 12 —гайка
колеса на контрприводе. Она должна быть отрегулирована гайками 12 на передачу момента 18+3 кгс-м. При регулировке используют рычаг длиной 1 м с приваренной цепью. Шаг цепи 19,05 мм, длина 150…200 мм.
Для регулировки муфты заклинивают вал 1, на звездочку 7 накидывают приваренную к рычагу цепь к навешивают на конец рычага груз массой 18 кг. Рычаг при этом должен занимать горизонтальное положение.
2—6861Т. 17
При создании момента 18…21 кгс-м пробуксовывающие .муфты 8 должны разомкнуться и повернуться относительно друг друга. После регулировки муфты зазор между витками пружин 10 должен обеспечить их сжатие на величину 7—S мм, необходимую для проворачивания пробуксовывающих муфт 8.
МЕХАНИЗМ ПОДЪЕМА ПОДБОРЩИКА
Предназначен для установки подборщика в рабочее положение, быстрого подъема его при переездах через препятствия и поворотах с целью предохранения зубьев и хомутов от поломок, а также фиксации подборщика в транспортном положении.
Механизм подъема снабжен собачкой 4 (рис. 12), которая соединена тросом со спицей 14. При переводе спицы в рабочее
. Механизм подъема подборщика:
1—сектор с ручкой; 2—штырь; 3 —трос; 4—собачка; 5—ролик, 6— рычаг; 7—пружина; 8 —кропшгепн; 9 —гидроцилиндр; 10— гяга; 11—прессовальная камера; 12— ось подборщика; 13— шланг; 14— еыща
положение собачка 4 освобождает рилнк 5, и подборщик опускается па предварительно" установленную высоту. Управление подъемом и опусканием подборщика осуществляют из кабины трактора.
При переводе спицы в транспортное положение поднятый подборщик автоматически фиксируется собачкой 4.
Синца предназначена для присоединения пресс-подборщика к трактору.
МЕХАНИЗМ УПАКОВЩИКОВ
Механизм упаковщиков 9 (рис. I) предназначен для порционной подачи прессуемой массы в прессовальную камеру.
Механизм упаковщиков работает следующим образом. Движение от редуктора через карданную передачу 3 (рис. 13) передается на блок звездочек 5. От него вращение передается цепью па звездочку 9 заднего упаковщика.
Для предупреждения поломок привода упаковщиков при перегрузках передний упаковщик имеет срезную шпильку 5 (рис. 14). При перегрузках шпилька срезается, и зубья 1, поворачиваясь на валу 8 под действием пружин 9, складываются, фиксируясь защелкой 3. Подача сена в прессовальную камеру прекращается.
Устранив причины, вызвавшие срезание шпильки, устанавливают зубья упаковщика I, отогнув защелку 3 в прежнее положение.
Для предотвращения поломок заднего упаковщика его привод снабжен шпилькой 8 (рис. 13), которая при перегрузках срезается.
Если срезные шпильки упаковщика израсходованы, то их можно изготовить в условиях хозяйства из стали 35, 40, 45 по ГОСТ 1050- 74, твердостью HRC 25. 30 единиц, диаметром 7,9- 8,0 мм.
ОРГАНЫ УПРАВЛЕНИЯ И ОСВЕЩЕНИЯ
1. Включение .механизмов пресс-подборщика в работу и управление механизмом подъема подборщика (рис. 12) осуществляют из кабины трактора.
2. Торможение правого колеса см. в разделе «Колесный хо;г>; перевод спицы в рабочее пли транспортное положение — в раздел е <<! I о р я до к р а бо г ы ».
Для работ в ночное время используются внешние световые приборы трактора.
На кронштейны, которые расположены па кожухе упаковщика (справа по ходу машины), и на регуляторе плотности <слева по ходу) закрепите световозвращатели (ярко-красные треугольные пластинки, пли катафоты — 2 шт.), вложенные в инструментальный ящик.
АППАРАТ ДЛЯ ВЯЗКИ ТЮКОВ ПРОВОЛОКОЙ
Обвязка тюка вязальным аппаратом (рис. 15, 16) происходит за один двойной ход поршня. Работа частей вязального аппарата строго согласована. Ее можно разбить па четыре этапа: включение, подача проволоки, образование узла и выключение.
Включение. При прессовании мерительное колесо 3 (рис. 15) поворачивается, пальцем включения 2 нажимает на конец руки включения / и поворачивает ее вокруг осп так, что другой конец руки включения / (рис. 17) освобождает собачку 3. Эта собачка под действием пружины прижимается роликом к внутренней поверхности ведущей части муфты включения 6. Поворачиваясь, собачка 3 освобождает собачку 8, которая под действием своей пружины прижимается роликом 7 к той же поверхности.
Все части вязального аппарата приводятся в движение от постоянно вращающейся ведущей части муфты включения, которая
Аппарат для вязки тюков проволокой (вид сзади)
Аппарат для вязки тюков проволокой и часть прессовальной камеры (вид слепа):
2 - пружинаpyis.iiвключения; 3—рамка 4— шестерни привода крючка-узловязателя: 5 —тяга предохранителя; о—пружина; 7—болт крепления; 5-пинт подвижной салазки; У —упорный болт, салазки, 10 —ведупший предохранитель; 11—ролик; 12 —кулачок
сидит на кривошипе 9 (рис. 15). Кривошип жестко связан с ведомой частью муфты включения.
Выступ-упор, находящийся на внутренней поверхности ведущей частп муфты, подходит к ролику собачки 3 (рис. 17). Происходит замыкание.
Включение произошло. начинает вращаться кривошип 9 (рис. 15). В замкнутом положении муфты ролик 7 собачки (рис. 17) находится против выступа па внутренней поверхности ведущей части муфты. Это предупреждает возможность опережения ведущей части муфты ведомой за счет инерции игл.
При вращении кривошипа 9 (рис. 15) ролик, фиксирующим кривошип в исходном положении, выходит из впадины кривошипа, сжимая пружину 12 фиксатора. Кривошип роликом поворачивает кулису 10, которая тягой 13 приводит в движение иглы.
Подача проволоки. Иглы начинают двигаться в прессовальную камеру, входят в пазы поршня, увлекая за собой проволоку, выходят роликами в зону работы крючков-узловязателей
Рис. 17. Муфта включении низального аппарата;
1--рука включения: 2—ведомая часть муфты;-собачки муфты включения; 4, 7— ролики собачек; 5— оси собачек; б-ведущая часть муфты
Проволока огибает тюк со стороны поршня и ее конец 2 укладывается иглами на пальцы направляющих рядом со вторым концом 5 той же проволоки, охватывающей тюк и зажатой в зажиме. Затем иглы подают конец проволоки в пазы челюсти зажима, где проволока перерезается со стороны тюка и зажимается со стороны роликов игл. Иглы идут вниз. Процесс подачи проволоки окончен.
Образование узла. Почти одновременно с работой зажимов проволоки включаются в работу крючки-узловязатели2 (рис. 19). Отрезанный конец проволоки 3 вместе с освобожденным из зажима концом 4 закручивается к р ю ч ко м -у зл ов я за тел ем в узел.
.Одновременно с крюч-к а м и -у з л о в я з а тс л я м и работают к р ю ч к и - п р е д ох р а нители. Они оттягивают зажатую в зажиме проволоку, предназначенную для связки следующего тюка, устраняя возможность захвата ее к р юч к а м и - у зловязателями. Прижим проволоки натягивает проволоку и тем самым обеспечивает пр ав иль ное образование узла.
Выключение. В конце цикла работы вязального аппарата, за вер ш а емого
Подталкиваемая вначале ведущей частью муфты включения 6,
а затем инерцией движущихся частей вязального аппарата собачка 3 поворачивается вокруг своей оси и поворачивает вторую собачку 8. При этом ролики собачек выходят из зацепления с ведущей частью муфты, и кривошип фиксируется в исходном положении роликом фиксатора И (рис. 15). Ведущая часть муфты 6 (рис. 17), свободно сидящая на кривошипе, продолжает вращаться. Вязальный аппарат выключен до следующего цикла.
Ряд предохранительных устройств предотвращает поломки вязального аппарата при перегрузках:
а) предохранительное устройство привода вязального аппарата (рис. 20).
При перегрузках срезается предохранительная шпилька 3 и прекращается передача вращения на вязальный аппарат.
Запасные шпильки можно
изготовить в условиях хозяйства. Срезные шпильки изготавливают из стали 35. 40. 45. ГОСТ 1050—74, твердостью ИКС 25. 30 единиц, диаметром 5.92. 6 мм;
б) предохранитель игл (рис. 21). П р е д ох р а н п т е л ы i ы и о с т а но в
3 предупреждает деформацию игл, когда они остаются в прессовальной камере. Это происходит, например, при срезании
пр сдохр а нптел ьной шпильки 3 (рис. 20) привода вязального
Рис. 20. Предохранительное устройство привода вязального аппарата:
1 звездочка привода: 2 —втулка-пож: а —срсЛмая шпилька: 4 —эксцентрик-; 5 —ведущий вал
аппарата пли нарушении взаимодействия игл с поршнем вследствие неправильной регулировки. Касание тяги б
(рис. 21) о детали прессовальной камеры 1 не допускается; в) предохранительный нож кассет (рис. 22).
Предупреждает поломку игл и других деталей вязального аппарата при запутывании проволоки, выходящей из кассет. При нормальной работе проволока, выходя из кассет, должна свободно проходить через отверстие в корпусе предохранителя 5, что достигается подгибанием упора 3. Узел или петля, образовавшиеся на проволоке, застревают в отверстии и под действием натяжения проволоки поворачивают нож 4 относительно корпуса предохранителя до тех пор, пока режущие кромки корпуса и ножа не обрежут проволоку. Для нормальной работы предохранительного ножа кассет поводки 2 и 6 должны легко поворачиваться относительно осей поводков 8.
СПОСОБЫ И СРЕДСТВА РЕГУЛИРОВАНИЯ
Регулирование осевого зазора между маховиком и поводком
Между ступицей маховика 15 (рис. Ь) и поводком 19 в осевом направлении должен быть зазор 0,2. 0,6 мм. Увеличение этого зазора, который необходимо проверять через каждые 60 ч работы пресс-подборщика, влечет за собой частое срезание шпильки 21 маховика.
Для регулирования зазора отворачивают ганки поводка 25, предварительно освободив их от стопорной шайбы 24, убирают необходимое количество регулировочных шайб 23, затягивают ганки поводка 25 и фиксируют их стопорной шайбой 24.
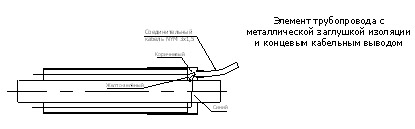
Регулирование зазора между роликами поршня и салазками прессовальной камеры, между салазкой поршня и верхней салазкой прессовальной камеры
Конструкция прессовальной камеры позволяет регулировать зазор между роликами 6 (рис. 7) порицая и салазками /, 4, 7 (рис. 23). Зазор в зоне загрузочного окна при отжатом к протнво-
Прессовальная камера с поршнем:
1—верхняя салазка: 2 —парообразователь; 3—противорежущии нож; 4 —неподвижные салазки; 5—нож поршня; 6 —поршень; 7—нижняя салазка; 8 —тюкодержатель
положной стенке поршне не должен превышать 0,5 мм. Для регулирования отпускают винты 25 и 27 (рис. 13) крепления салазок 1 и 7 (рис. 23), ослабляют болты 23 (рис. 13). Ослабляют болты 26 и, вкручивая их, подают салазки до упора в ролики поршня. Затем отпускают болты 26 на 1/4 оборота. Подтягивают винты 25 и 27. При этом следят, чтобы поверхности салазок и роликов были очищены от прессуемой массы.
Проворачивая маховик, прогоняют поршень 2—3 раза по камере. При отсутствии люфтов и заклинивания поршня затягивают болты 26 и 23 контргайками. После регулировки обязательно проверяют и регулируют зазор между ножом поршня и противорежу-щим ножом.
В конструкции прессовальной камеры предусмотрено также регулирование зазора между салазкой поршня 5 (рис. 7) и верхней салазкой 1 (рис. 23). Зазор в зоне загрузочного окна не должен превышать 1 мм. Для регулировки отпускают винты 24 (рис. 13) крепления салазок 1 (рис. 23) и ослабляют верхние болты 25 (рис. 13). Ослабляют болты 23 и, вкручивая их, подают салазки до упора в салазку поршня. Затем отпускают их на 1/2 оборота и подтягивают винты 24.
Проворачивая маховик, прогоняют поршень 2—3 раза по камере. При отсутствии люфтов и заклинивания поршня затягивают болты 23 и 26 контргайками.
Регулирование зазора между ножом поршня и противорежущим ножом прессовальной камеры
Признаком нарушения зазора между салазками и роликами часто является увеличение зазора между ножами. Этот зазор должен быть 0,4.-2 мм.
Зазор между ножами регулируют футорками при расслабленных винтах 3 (рис. 24) в последовательности: 1—8 —5. Футорками 4 и 6 устанавливают параллельность ножей 7 и 9. Параллельность ножей проверяют визуально на просвет при перемещении поршня относительно противорежущего ножа. По достижении нормального зазора прижимают противорежущии нож 9 винтами 3 к внутренним торцам футорок 1, 4, 5, 6, 8 к затягивают гайками 2.
После первых дней работы нового пресс-подборщика проверяют величину зазора между ножом поршня и противорежущим
ножом прессовальной камеры. В случае необходимости производят перерегулировку.
Регулирование зубьев переднего упаковщика по высоте
Мощность валка пои прессовании влияет на форму тюков. При мощности валка 2. 4 кг/пог. м зубья упаковщика устанавливают па третье п шестое сверху установочные от в ер -стпя. Если тюки имеют 110 п р а впльпу ю форму, переставляют зубья переднего упаковщика па другие ус т а и о в оч и ы е отверстия. При валко малой мощности их устанавливают на верхние отверстия (зубья опущены), при повы
поршня п нротниорсжущнм ножом:
шенной мощности вал-
Регулирование согласованности движения переднего упаковщика и поршня.
Движение переднего упаковщика должно быть строго согласовано с движением поршня. Упаковщик при каждом рабочем ходе поршня должен подать в прессовальную камеру порцию сена и выйти из нес в тот момент, когда поршень начнет приближаться к загрузочному окну.
упаковщика при движении поршня па прессование должен выйти из прессовальной камеры на высоту 70. 100 мм от плоскости крыши. Ло-бовппа поршня 3 при этом должна находиться па одном уровне с торцом листа крыши прессовальной камеры 2.
Положение переднего упаковщика н поршня:
Положение переднего и заднего упаковщиков:
Правильноегь взаимодействия переднего упаковщика и поршня регулируют фланцевым соединением 1 (рис. 13). Отворачивают три болта, соединяющие фланцы, производят регулировку, соединяют фланцы теми же болтами, вставляя их в три совпавших отверстия, выбирают зазоры в отверстиях фланцев и туго затягивают болты.
Движение переднего упаковщика и поршня, а также игл вязального аппарата и поршня взаимозависимы. Поэтому после регулирования согласованности хода упаковщиков и поршня обязательно проверяют согласованность движения игл и поршня. При необходимости производят их перерегулировку.
Регулирование взаимодействия переднего и заднего упаковщиков
При правильном взаимодействии переднего и заднего упаковщиков их кривошипы должны быть направлены навстречу друг другу и расположены на одной линии (рис. 26). Для регулирования снимают цепь 6 (рис. 13), выставляют кривошипы и вновь соединяют цепь.
Регулирование подборщика
Плавность подъема и опускания подборщика регулируют натяжением пли ослаблением пружины 3 (рис. 56). Перестановкой тяги 10 (рис. 12) на соответствующие отверстия устанавливают подборщик в рабочее положение, при котором расстояние or концов пружины зубьев до поверхности ровной площадки при горизонтальном положении сницы равно 10. 20 мм. После этого штырь 2 вставляют в нижнее отверстие сектора /. В зависимости от рельефа поля расстояние между зубьями подборщика и почвой можно увеличить, фиксируя штырем 2 соответствующее отверстие сектора 1.
В транспортном положении подборщик поднимают до автоматической фиксации его собачкой 4.
Регулирование плотности прессования.
Плотность прессования регулируют, поджимая (для увеличения плотности) или ослабляя (для уменьшения плотности) пружины 3 (рис. 6) при вращении рукоятки 7. Если плотность недостаточна, переставляют уплотнители 9 на отверстия 8. При чрезмерной плотности прессования (более 200 кг/м3) снимают уплотнители с машины.
Регулирование длины тюка
При установке аппарата для вязки тюков проволокой длина тюка 800 мм обеспечивается мерительным колесом 1 (рис. 34), а 1000 мм — мерительным колесом, прикладываемым к тележке-подборщику тюкоукладчику ГУТ-2,5А. Последнее устанавливают на верхние отверстия кронштейна 3.
При установке аппарата для вязки тюков шпагатом эту регулировку производят перемещением хомутика 2 (рис. 39) по дуге мерителя 3. При перемещении хомутика вверх длина тюка увеличивается, при перемещении вниз — уменьшается.
Для длины тюков 800 и 1000 мм на дуге мерителя нанесены риски с цифрами 800 и 1000. Чтобы получить тюк необходимой длины, совмещают нижнюю кромку хомутика с соответствующей риской.
Регулирование натяжения цепей
Натяжение цепи считается нормальным, если средняя часть цепи оттягивается усилием руки (15. 18 кгс) от линии движения
на следующее расстояние, мм:
— цепь заднего упаковщика. 28. 47
— цепь переднего упаковщика. 15. 25
— цепь подборщика. 10. 17
— цепь контрпривода. 22. 36
— цепь привода аппарата для вязки
тюков проволокой. 9. 15
— цепь привода аппарата для вязки
тюков шпагатом. 17. 23
Способы и средства регулирования вязального аппарата
для вязки тюков проволокой
Если новый вязальный аппарат не обеспечивает формирования качественных узлов, дополнительно обкатайте его вхолостую без регулировки, включая аппарат 20—30 раз через каждые 20—30 с.
Чаще всего неполадки происходят из-за применения недоброкачественной проволоки или неправильной ее заправки в вязальный аппарат, поэтому тщательно следите, чтобы увязочная проволока в мотках была ровной и не была перепутана.
Иглы вязального аппарата при неосторожном обращении могут деформироваться. Работа с деформированными иглами приводит к поломке вязального аппарата. Перед началом работы проверьте иглы проворачиванием механизмов машин вручную за маховик при включенном в работу вязальном аппарате. Если невозможно восстановить иглы рихтовкой, замените их новыми.
Для своевременного устранения неисправностей регулярно проверяйте положение игл и согласованность их хода с поршнем.
Во избежание поломок вязального аппарата при включенном положении вращать маховик в направлении, обратном указанному стрелкой, не разрешается!
Для качественной работы вязального аппарата должны быть своевременно выполнены все регулировки, а именно:
1. Регулировка хода игл и поршня
При рабочем ходе поршня н
включенном вязальном аппарате в момент совмещения носика иглы 3 (рис. 27) с верхней
кромкой пазообразующей 4 крайнее ребро поршня должно
подойти к носикам игл или пройти за них не более чем на 30 мм. Во избежание полом
ки игл прессуемой массой не
допускайте входа игл в прессовальную камеру перед поршнем.
Рис. 27. Установка синхронности в работе поршня и игл:
Порядок регулировки:
— подведите иглы носиками до верхней кромки пазообра-зующих вращением маховика вручную при включенном вязальном аппарате. Перед этим проверьте, чтобы натяжение цепей привода вязального аппарата не было слабым;
— отвернув гайки, выньте три болта регулировочного соединения 4 (рис. 13) и, вращая маховик в направлении, указанном стрелкой, подведите поршень в направлении прессования так, чтобы он зашел крайними ребрами за носики игл на 0. 30 мм
(рис. 27). Для установки взаимодействия игл и поршня в боковине прессовальной камеры предусмотрено смотровое окно.
После регулировки соедините фланец и звездочку тремя болтами, вставляя их в совпавшие отверстия. Болты затяните ганками. Зазоры в отверстиях обязательно выбирайте при рабочем ходе поршня взаимным поворотом звездочки относительно фланца при незатянутых болтах. Это делается для того, чтобы при работе пресс-подборщика они не сместились самопроизвольно за счет зазора в болтовых соединениях при их ослаблении;
— проверьте правильность взаимодействия игл и поршня, повторно прокрутив маховик вручную при включенном вязальном аппарате. Если необходимо, произведите перерегулировку.
2. Регулировка игл относительно пазов челюстей зажимов (рис. 28).
Иглы при движении должны проходить над центрами пазов челюстей, не задевая деталей прессовальной камеры. Регулировку производите перестановкой регулировочных шайб 1. Если необходимо, производите окончательную регулировку рихтовкой игл.
3. Регулировка игл относительно плоскости среза челюсти за-. жимов.
В крайнем верхнем положении расстояние от центра ролика игл до плоскости среза челюсти зажимов должно быть 70. 80 мм (рис. 29). Размер проверяют, оттянув назад иглу, чтобы устранить влияние люфтов в соединениях. При этом обеспечиваются хорошее зажатие и перерезание проволоки.
Положение игл регулируют тягой 13 (рис. 15). После регулировки обязательно проверяют и при необходимости регулируют предохранитель игл.
4. Регулировка положения игл относительно гребня зажимов
Зазор между роликами игл и гребнями зажимов (рис. 30) должен быть не более 2 мм. Для регулировки включают вязальный аппарат и, вращая маховик, подводят иглы к наивысшей точке кромки зажима 1. Затем ослабляют стяжные болты 4 (рис. 31) и контргайки 2. Ввинчиванием или вывинчиванием упорных болтов 1 устанавливают необходимый зазор. После этого затягивают контрганки 2, стяжные болты 4 и проверяют зазор.
5. Регулировка предохранителя игл
Останов 3 должен без заеданий отжиматься трубой игл 10 и опускаться под действием пружины 4 после отхода трубы 10 от ролика кронштейна 12. При выключенном вязальном аппарате нижняя кромка останова должна быть выше опорной поверхности скобы 2 на 0. 2 мм. Регулировку проводят при помощи тяги 6 и вилки 8.
При установке вязального аппарата шпагатной вязки пружину 4 (меньшую по диаметру) устанавливают на место пружины 5 и
Установка игл относительно гребня зажимов:
Регулировка игл относительно гребня зажимов:
1—упорный болт: 2— контргайка; 3— игла; 4—стяжной болт
производят перерегулировку предохранителя игл. Ось пружины 4 и пружину 5 укладывают в инструментальный ящик. 6. Регулировка хода гребней зажима (рис. 32-, 33)
Левое положение греби я зажима (см. рис. 33)
Правое положение гребня зажима:
/—регулировочный упор; 2 —челюсть; 3 —зажим: 4 —контргайка: 5—нож. А— не более 1 мм; Б =0.2. 0,7 мм
Для правильного зажатия и отрезания проволоки грани зажимов 3 в крайних положениях должны совпадать с кромками прорезей челюстей 2, Выступление граней не должно превышать 1 мм. Это положение регулируют сначала на левом зажиме изменением длины верхней тяги 4 (рис. 15), затем на правом изменением длины нижней тяги 4.
После регулировки хода гребней устанавливают зазор 0,2. (),7 мм между гребнем зажима н торцом регулировочного упора / (рис. 32, 33) Регулировку производят вращением упоров. Получив необходимые зазоры, фиксируют упор контргайкой 4.
7. Регулировка пальца включения (рис. 34)
Палец включения установлен иа мерительном колесе
После включения вязального
аппарата, когда упор руки включения под действием пружины уйдет вверх, палец не должен касаться пятки упора. Это условие обеспечивается если в момент включения вязального аппарата перекрытие
руки включении пальцем включения мерительного колеса составляет 8. Ю мм. Перекрытие
р е гул пру ют перемещением кронштейнов с мерительным
Рис. 34. Положение пальца включения мерительного колеса и руки включения:
- мерительное колесо; 2 —рука нключения;' —кроши reiin;-/болт:J—i.ki.hmiнК.тюче.ния;6—подшипник .1 перекрытие. 8. 10 мм
колесом на овальных отверстиях кронштейна 3.
8- Регулировка направляющих проволоки и крючка- узловя
зателя
Рабочая поверхность направляющей, но которой скользит проволока при вязке, должна быть гладкой, без рисок, заусенцев и зазубрин. Качество формирования узла в большинстве случаев зависит от состояния рабочих поверхностей и взаимного положения направляющих проволоки и крючков-узловязателей. Поэтому: — установите зазор 2. 4 мм между крючком-узловязателем и пальцем направляющей проволоки по вертикали (рис. 35). Регулируйте зазор изменением количества прокладок 3 и проверяйте его, когда вязальный крючок повернут на 180° от исходного положения;
— следите, чтобы осевой люфт крючка-узловязателя, регулируемый измененном количества шайб 4, не превышал 0,5 мм;
— следите, чтобы угол между клювом крючка-узловязателя и прорезью на прессовальной камере (рис. 36) при выключенном
вязальном аппарате был 13+4". Угол выставляют взаимным расположением шестерен 4 (рис. 16).
Исходное положение крючка-узловязателя (13+4С) обеспечено заводской сборкой. При замене крючков-узловязателей перед разборкой помечают взаимное расположение зубьев конических
Взаимное расположение крючка-узловязателя и направляющей прозолоки:
шестерен привода крючков при выключенном вязальном аппарате. Крючки-узловязатели устанавливают также при выключенном вязальном аппарате. После замены крючков-узло-
вязателеп регулируют ход игл и поршня.
Между предохранителями и роликом игл (рис. 37) в момент их встречи при обратном ходе игл должен быть зазор 0.5…2 мм.
Уroл между клювом крючка-узловязателя и прорезью на прессовальном камере:
10. Регулировка положения упора руки включения и фиксатора при в ыкл ю ченном вязальном
При выключении муфты плоскость собачки 3 (рис. 17) должна совпадать с плоскостью упора руки включения /. Допускается
смещение в вертикальной плоскости до 1 мм. Положение упора руки включения регулируют, заворачивая пли отворачивая
упор в кронштейне руки включения. Зазор между корпусом и упорным кольцом руки включения не должен превышать 0,5. 1,5 мм. При этом ролики собачек муфты не должны касаться поверхностей муфты при проворачивании её ведущей части, а ролик фиксатора 11 (рис. 15) должен находиться полностью в гнезде кривошипа. Зазор между корпусом и упорным кольцом руки включения регулируют перестановкой фиксатора по овальном) отверстию.
//.Регулировка направляющих блоков
Направляющие блоки 6 (рис. 38) следует устанавливать таким образом, чтобы проволока 3, подаваемая на иглу 2, была направлена вдоль ее осп. Регулировку производят перемещением кронштейнов блока 5 по овальным отверстиям.
Установка направляющих блоков относительно нгл:
/—ролик иглы; 2— шла; Л- проволока; 4— связывающий уголок, направляющий блок; 7, —болты.
АППАРАТ ДЛЯ ВЯЗКИ ТЮКОВ ШПАГАТОМ
Состоит из следующих узлов и механизмов: корпуса, муфты включения, двух секций с крючками-узловязателями и зажимами шпагата, механизма прижима шпагата, игл, тормоза, мерительного устройства с механизмом включения, привода и магазина для шпагата с латягивателем.
Корпус 5 (рис. 39) является несущей частью вязального аппарата. На нем смонтированы все основные узлы. Корпус крепится к прессовальной камере четырьмя болтами.
Муфта включения (рис. 40) производит периодическое включение и выключение вязального аппарата.
Секции с крючками-узловязателями (рис. 41) являются основными узлами вязального аппарата. В них смонтированы вязальные крючки 3 и механизмы зажима шпагата.
Механизм дополнительного прижима зажимных дисковII (рис. 39) создает дополнительную силу удержания шпагата в зажиме в период формирования тюка.
Механизм прижима шпагата (рис. 42) приближает шпагат к зоне работы вязальных крючков.
Иглы служат для подачи шпагата к секциям вязального аппарата.
Аппарат для вязки тюков шпагатом:
Рис. 41. Секция:
I —ганка; 2 —пружина; 3— вязальный крючок; 4— нож; 5—зажим шпагата; в —прижимной диск Л = 0,5…1 мм В = 38….39 мм (при обкатке)
Рис. 42. Механизм прижима шпагата:
/ направляющий палец; 2— peгулировочная Л прижи = 42 мм
Тормоз 13 (рис. 39) предназначен для гашения инерционных сил и предотвращения самопроизвольного проворачивания вала вязального аппарата.
Мерительное устройство с механизмом включения (рис. 39), состоящее из мерительного колеса 4, дуги мерителя 3 и рычага 7, предназначено для получения тюка необходимой длины, включения вязального аппарата, выключения его после завершения
цикла работы и удерживания в выключенном положении до следующего цикла.
Привод вязального аппарата осуществляется цепью, связывающей звездочку муфты включения (рис. 40) с блоком звездочек промежуточной передачи пресс-подборщика.
Магазин для шпагата представляет собой металлический ящик с перегородками для мотков шпагата. На боковой стенке магазина крепится тормозок. создающий сопротивление вытягиванию шпагата, а к днищу натягиватель, устраняющий образование петли шпагата при отходе игл в исходное положение.
Принцип действия вязального аппарата для вязки тюков шпагатом
Вся работа вязального аппарата происходит за один двойной ход поршня. Работа механизмов строго согласована.
По мере прессования тюк, продвигаясь по камере, поворачивает ось мерительного колеса 4 (рис. 39) и связанную с ним дугу мер пчел я 3. При выходе из зацепления под действием пружины рычаг 7 с Упором поворачивается н освобождает собачки мхфты включения. Собачки 4 (рис. 40) под действием пружин расходятся и входит в зацепление с корпусом муфты включения /. Начинает вращаться центральный вал, приводя в движем-не механизмы вязального аппарата.