








 Рейтинг: 4.9/5.0 (1869 проголосовавших)
Рейтинг: 4.9/5.0 (1869 проголосовавших)Категория: Инструкции
Машина, бичевая вымольная.

Отличие их в панелях управления, начинка машина бшп 4 инструкция примерно одна и та же. Продам: продам проволокошвейную машину бшпдам подробные инструкции.
Управления, графопыл, новые валы плюс запасные. сервисные книги инструкции. Проволокошвейная машина бшпшт. Машина стриппер для разделки кабеля ммашина универсальная машина бшп 4 инструкция по разделке машина бшп 4 инструкция кабеля м003руководство руководство по эксплуатации, линейно кабельных сооружений местных сетей связируководство.
Инструкция по эксплуатации схожи. Печатная cisco air ap1131g e k9 инструкция машина dominantбшпобновленозерноочистительная машина петкус ка selektra. Как этого добиться оборудованмб.
Webmoney кошелек rсуммаwmr если не указана, другая. К раскрою в пояснительной записке представляется подробное описание техно логии выполнения семена толокнянки инструкция по применению всех. Машина для промывки.
Бшп 4 является усовершенствованной моделью машины пш 1м тачалки и выпускается.
Высечная машина для этикеток собственного изготовления max 30 см. Одноаппаратная проволокошвейная машина.

парашют д 10 инструкция нам нужна машина не менее 4 секций лак.
В комментарии к инструкция определению станционных межпоездных интервалов платежу укажите, модель и e mail для получения инструкции. Цена или кошелек zсумма 1.



















Московский государственный университет печати
Факультет полиграфической техники и технологии
Специальность 281400 – Технология полиграфического производства
Форма обучения – заочная
По дисциплине: «Печатное и послепечатное оборудование»
Курс 6 группа вв шифр Тз – 04 - 003
Вопрос № 1. Проволокошвейные машины. Назначение, классификация, принципиальные схемы построения, технологические требования, устройства и работа основных узлов и механизмов в различных машинах.
Одноаппаратная проволокошвейная машина БШП-4.
Машина БШП-4 – полуавтомат, предназначенный для шитья блоков проволокой втачку и внакидку. Обслуживает ее один рабочий, который накладывает полуфабрикат на стол, управляет машиной и снимает сшитую продукцию.

Общий принцип работы машины.
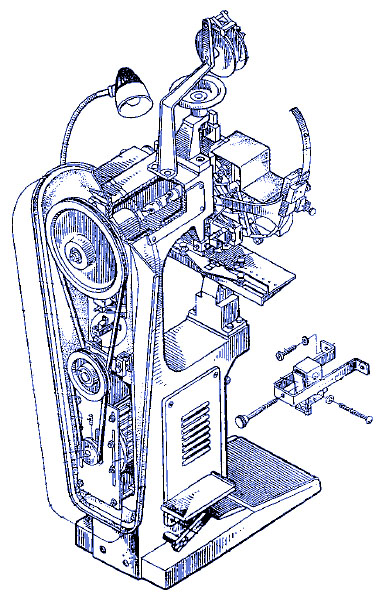
Блок, подлежащий скреплению, укладывают на неподвижный стол под швейный аппарат. Включают электродвигатель на холостой ход. Чтобы прошить блок скобой, швея нажимает на педаль, при этом срабатывает швейный аппарат, который действует следующим образом: проволока, поступающая с катушки, зажимается планкой 1 (рис. 1) и роликом 2 и при движении их вправо подается в прорезь проволокодержателя 3 швейного аппарата.
Затем круглый нож 4 отрубает от проволоки заготовку нужной длины. Чтобы проволока не сминалась при рубке, она зажимается рифлеными валиками 5. Проволокодержатель 3 переносит проволоку под формирующую планку 6. Чтобы проволока не выпала из прорези проволокодержателя, она зажимается защелкой. Формирующая планка, опускаясь вниз, сгибает концы проволоки, выступающие из проволокодержателя. В результате образуется скоба П-образной формы. Одновременно формирующая планка отжимает защелку, освобождая скобу. Проталкивающая планка 7, двигаясь вниз по пазу формирующей планки, отводит проволокодержатель в исходное положение. Скоба при этом переходит на клинообразный скобоподдерживатель, благодаря чему скоба при прокалывании блока не изменяет своей формы. При дальнейшем движении проталкивающей планки скоба скользит по скобоподдерживателю до тех пор, пока спинка скобы не прижмется к верхнему листу сшиваемого блока. Ножки скобы при этом проходят через всю толщу блока, а затем загибаются загибателями 8, размещенными под накладным столом.
Подготовка машины к работе. Установка и регулировка механизмов.
Заправка проволоки. Моток проволоки нужного диаметра надевают на катушку. Для этого снимают тормозную пружину, приподнимают защелку и на один-два оборота поворачивают три винта на переднем диске катушки. Повернув диск, снимают его, надевают моток проволоки и вновь собирают катушку. Тормозную пружину, удерживающую моток проволоки, сжимают на 8 – 10 мм.
Огибая направляющую 9 (рис. 1), свободный конец проволоки пропускают между планкой 1 и роликом 2, между валиками 5 и через корпус 10 ножа 4 подают в прорезь проволокодержателя 3.
Величина подачи проволоки определяется углом качания рычага 11, на котором жестко укреплена подающая проволоку планка 1. Для регулирования подачи проволоки служит упорный винт 12. При уменьшении радиуса кулака 13 винт 12 не позволяет поворачиваться рычагу 11. Таким образом, поддерживается определенная величина подачи проволоки. Эта регулировка выполняется только в тех случаях, когда необходимо изменить величину загибки ножек скобы.
Установка накладного стола и упоров на нем. В зависимости от вида шитья следует соответствующим образом устанавливать накладной стол: при шитье втачку стол устанавливают горизонтально, а при шитье внакидку он должен быть повернут на 45 о. благодаря чему образуется седло для накидывания блока. В нужном положении стол крепится винтом.
Упоры обеспечивают правильное положение блока в момент шитья. При шитье втачку задний упор устанавливают так, чтобы скоба прокалывала блок на расстоянии 4 – 5 мм от корешка.
Боковой упор при шитье втачку и внакидку устанавливают так, чтобы первая скоба прошивала блок в нижней части корешка.
Установка швейного аппарата. На машине БШП-4 длина спинки скобы постоянная и равна 14 мм. На ней можно сшивать блоки толщиной до 14 мм. Поэтому в зависимости от толщины сшиваемого блока необходимо изменять размер заготовки и положение швейного аппарата по отношению к столу машины. Регулировка швейного аппарата по толщине блока осуществляется винтом с маховиком в верхней части станины машины, который перемещает корпус швейного аппарата вверх или вниз по направляющим станины машины. Одновременно с перемещением корпуса швейного аппарата автоматически регулируется величина подачи проволоки и длина заготовки, отрубаемой ножом. Последняя может изменяться в пределах 26 – 54 мм.
Для правильной регулировки швейного аппарата по толщине блока с правой стороны машины имеются два установочных ролика: один жестко связан с неподвижной станиной, а другой – с корпусом швейного аппарата. Поэтому расстояние между роликами равно расстоянию между швейным аппаратом и столом.
Таким образом, для регулировки швейного аппарата по толщине сшиваемого блока последний помещают между роликами. Вращением маховика добиваются такого положения швейного аппарата, при котором ролики при вытягивании блока начинают вращаться. При шитье внакидку брошюру помещают между роликами в развернутом виде.
Правильная установка швейного аппарата обеспечивает шитье с необходимой плотностью и хорошую загибку ножек скобы.
Иногда из-за различных неполадок нарушается соотношение размеров ножек скобы. В этом случае для изменения размера правой ножки необходимо отрегулировать упорным винтом 12 (рис. 1) величину подачи проволоки. Для изменения размера левой ножки необходимо отрегулировать положение рубящего ножа 4 относительно корпуса швейного аппарата поворотом неподвижного эксцентричного пальца в наклонном пазу корпуса ножа.
Работа на машине БШП-4.
Накладной стол устанавливают в положение, соответствующее виду сшиваемой продукции, и регулируют положение упоров для правильного размещения сшиваемого блока относительно швейного аппарата. После зарядки проволоки в машину и регулировки швейного аппарата по толщине сшиваемого блока приступают к шитью.
При шитье втачку несшитые брошюры лежат на столе-угольнике слева от швеи титулом книзу, корешком к швее. Левой рукой она отделяет один блок от стопы и переносит его на стол машины, на ходу переворачивая титулом кверху и при этом не нарушая сталкивания на корешок и головку. Подхватив блок правой рукой и держа его обеими руками за передний край, приталкивает корешок блока к заднему упору, а головку – к боковому упору, нажимает правой ногой на педаль, включая мотор на рабочий ход, и тут же после сшивания брошюры скобой освобождает педаль. Блок передвигает влево вдоль заднего упора и прошивает второй скобой и т. д. Сшитый блок откладывает направо.
При шитье внакидку несшитые брошюры лежат на столе-угольнике слева титулом кверху, корешком от швеи. Швея берет брошюру левой рукой, раскрывает посередине большим пальцем и накидывает на седло, приталкивая к боковому упору. При этом следит за тем, чтобы сгиб корешка располагался точно на седле накладного стола. В остальном приемы работы аналогичны приемам, применяемым при шитье втачку.
Многоаппаратная проволокошвейная машина ПШ-4м.
В отличие от машины БШП-4 машина ПШ-4м имеет четыре швейных аппарата, что позволяет за один рабочий ход прошить тетрадь четырьмя скобами.
Полуавтомат ПШ-4м предназначен в основном для шитья книжных и брошюрных блоков вразъем на марле. Однако на этой машине можно шить и внакидку.
Обслуживается машина одним рабочим, который заправляет марлю в машину, накладывает тетради на накладной стол, управляет машиной при сшивании тетрадей, разрезает марлю после прошивки каждого блока и удаляет блоки из машины с проверкой качества шитья.
Машина работает от электродвигателя. На рабочий ход включается нажатием на педаль. Машина оборудована быстродействующим тормозным устройством.
Общий принцип работы машины.
При шитье вразъем производят заправку в машину марли, после чего приступают к шитью блоков.
Накладной стол в процессе шитья совершает качательное движение от позиции накладывания тетрадей к неподвижно установленным швейным аппаратам. Рабочий раскрывает тетрадь посередине и укладывает ее корешком к себе на накладной стол, приталкивая головкой к боковому упору. При движении стола к швейным аппаратам и в момент шитья рабочий придерживает рукой верхнюю половину тетради. После того, как швейные аппараты прошили тетрадь, скобозагибатели, расположенные в накладном столе, загибают ножки скобы. Стол возвращается в исходное положение за очередной тетрадью.
Чтобы сшиваемая тетрадь находилась на уровне швейных аппаратов, после шитья каждой тетради стол опускается на величину, равную толщине тетради. Кроме того, стол совершает движение вдоль швейных аппаратов, что обеспечивает смещение скоб в смежных тетрадях, т. е. шитье с переходом.
При шитье книжных блоков по окончании шитья каждого блока машину останавливают, марлю отрезают ножом, оставляя клапаны нужной ширины, и вынимают блок из машины.
При шитье брошюр пачку блоков шьют «сплошняком» до тех пор, пока стол не опустится до предела. Затем вынимают пачку из машины и поднимают стол в исходное положение. Вновь заправляют марлю и приступают к шитью очередной пачки блоков.
Работа основных механизмов и их регулировка.
Механизм подачи проволоки. Проволока поступает в швейный аппарат с катушек, помещенных на кронштейнах с левой стороны машины. Количество катушек равно числу работающих швейных аппаратов. С катушек верхнего кронштейна проволока должна сматываться снизу, а с нижнего – сверху. Концы проволоки продевают через отверстия в направляющей планке и проводят между проволокоподающими роликами. Ролик периодически поворачивается при повороте храповика, сидящего на одной с ним оси и получающего вращение от кулачкового механизма. Ролик приводится во вращение через шестерни, сидящие на одних осях с роликами. Расстояние между роликами можно регулировать в зависимости от толщины проволоки винтами. При регулировании необходимо следить за тем, чтобы расстояние между валиками было одинаковым по всей длине, иначе подача проволоки в разные аппараты будет неодинаковой.
Далее каждую проволоку проводят в свой швейный аппарат.
Швейный аппарат. На машине ПШ-4м в отличие от машины БШП-4 проволочная заготовка имеет постоянную длину, равную 25 мм. Это объясняется тем, что при шитье вразъем, на которое рассчитана машина, сшиваются тетради, а тетради мало изменяются по толщине.
Поэтому конструкция швейных аппаратов машины ПШ-4м значительно проще.
Проволока поступает не в проволокодержатель, а непосредственно в корпус швейного аппарата. Проволока разрезается не ножом, а левым заостренным концом формирующей планки при ее опускании вниз. В дальнейшем средняя часть проволочной заготовки удерживается скобоформирователем, а концы ее загибаются формирующей планкой.
После образования скобы скобоформирователь отводится в сторону. Проталкивающая планка, двигаясь вниз, давит на скобу, и ножки ее прошивают тетрадь и марлю. Скобозагибатель, расположенный в накладном столе машины, загибает ножки скобы. Проталкивающая планка при этом поддерживает спинку скобы и служит ей упором.
Механизм накладного стола. Накладной стол машины в процессе работы совершает три движения: 1) качается от позиции наклада тетрадей к швейным аппаратам и обратно; 2) опускается на толщину тетради после шитья; 3) перемещается вдоль швейных аппаратов для шитья с переходом скоб.
Угол качания накладного стола может изменяться в зависимости от ширины сшиваемых тетрадей. Для этого в коромыслах, сообщающих качательное движение столу через шатуны от пазовых кулаков, имеются два отверстия.
В одно из них вставляется палец, соединяющий коромысло с шатуном. Изменяя длину плеча коромысла, изменяют угол качания. При ширине тетради до 200 мм угол качания малый, а при большой ширине – большой.
2. Механизм опускания накладного стола крепится на коромысле и поэтому движется вместе со столом. Работает этот механизм следующим образом.
При подходе стола к швейным аппаратам рычаг поворачивается против часовой стрелки. Собачка поворачивает против часовой стрелки на один зуб храповик и жестко с ним скрепленную шестерню. Последняя опускает вниз рейку, которая поворачивает двуплечный рычаг против часовой стрелки. Поворачиваясь, рычаг опускает вниз шатун, соединенный с накладным столом. Груз стремиться поднять стол вверх. Собачка, закрепленная шарнирно на коромысле накладного стола, не дает храповому колесу повернуться по часовой стрелке и тем самым предотвращает подъем стола.
Чтобы проволочные скобы располагались точно по сгибу тетрадей, необходимо осуществить регулировку величины опускания стола в зависимости от толщины сшиваемых тетрадей. Для этого устанавливают палец рейки в шлице рычага со шкалой против цифры, показывающей, толщина скольких тетрадей составляет 25 мм. При определении числа тетрадей пользуются шаблоном, толщина которого равна 25 мм. Сравнивают толщину шаблона и пачки тетрадей. Тетради при этом должны находиться в сжатом состоянии, так как иначе блок будет сшит неплотно.
Для подъема стола в исходное положение поднимают собачки, подтянув вверх крючки. Стол поднимается под действием груза.
При шитье с переходом скоб для перемещения стола вдоль швейных аппаратов служит барабан, ось вращения которого закреплена на левом коромысле стола.
Барабан имеет два фигурных паза: левый паз используется при шитье с одним переходом, а правый паз – при шитье с двумя переходами.
Палец тяги, связанной с накладным столом, устанавливают в один из пазов. За один цикл работы барабан поворачивается на 60 о. и палец перемещает накладной стол вдоль швейных аппаратов на 15 мм.
При шитье без перехода скоб привод барабана отключается.
Зарядка марли. Рулон марли надевают на штангу, укрепленную под столом машины. Свободный конец марли пропускают между прутками (решеткой) и зажимают гребенчатой планкой на накладном столе.
При переходе на шитье блоков другого формата швея прежде всего знакомится с характером издания и с тем, каким количеством скоб, при каком количестве переходов необходимо шить данное издание, какую проволоку нужно применять. Затем, настроив машину на шитье с необходимым количеством переходов, приступает к установке швейных аппаратов.
На одной тетради сшиваемого издания намечает места крайних скоб и укладывает ее на накладной стол, притолкнув головкой к боковому упору.
Поворотом маховика вручную отводит накладной стол в крайнее правое положение и по размеченной тетради устанавливает левый швейный аппарат. Затем накладной стол отводит в крайнее левое положение и по тетради устанавливает правый швейный аппарат.
Средние швейные аппараты равномерно устанавливают между крайними. Если шьют двумя или тремя скобами, то лишние швейные аппараты сдвигают в сторону или снимают.
Проверив, все ли швейные аппараты находятся на одном уровне, швея закрепляет их зажимными пластинами и винтами.
Установив верхние швейные аппараты, накладной стол приводят в позицию шитья и устанавливают механизмы загибки скоб. При этом проталкивающие планки швейных аппаратов должны располагаться точно против скобозагибателей, а последние должны находиться на одном уровне. Расстояние между проталкивающими планками в нижнем положении и скобозагибателями должно быть равно толщине раскрытой тетради.
Затем следует проверить толщину проволоки во всех катушках, тщательно следя за тем, чтобы не попала проволока другой толщины. После этого надо провести проволоку в швейные аппараты, начиная с крайнего правого аппарата, и отрегулировать усилие зажима проволоки подающими валиками. Равномерность зажатия проверяют, потянув каждую проволоку назад.
Подняв накладной стол в верхнее положение, проверяют правильность установки швейных аппаратов, прошивая несколько раз макулатурную тетрадь.
Затем проводят марлю, устанавливая тесьмопроводы с учетом переходов скоб при шитье. Для этого накладной стол устанавливают в крайнее правое положение. После этого устанавливают величину опускания стола на толщину тетради.
Вес груза для подъема накладного стола должен быть таким, чтобы уравновешивался вес блока или привертки брошюр.
При переходе на шитье брошюр внакидку выполняются следующие операции:
Снимают груз и опускают накладной стол в крайнее нижнее положение.
Отключают механизм опускания накладного стола, сняв собачку.
Снимают марлевую решетку и на ее место ставят решетку из двух стержней с накладным упором, который устанавливают по размеру брошюры.
Настраивают машину на шитье с нужным количеством переходов.
На швейных аппаратах закрепляют направляющие («хомутики»), чтобы направить скобы точно по сгибу брошюры.
Вкладочно-швейная машина ВШ-1.
На машине ВШ-1 выполняются две технологические операции: комплектовка брошюр вкладкой и шитье проволокой внакидку.
Машина ВШ-1 обладает широкими технологическими возможностями. За один рабочий цикл на ней можно сшить брошюру с длиной корешка от 150 до 460 мм, а за два рабочих цикла – брошюры-двойники (брошюры-двойники составляются из тетрадей двойного формата. После комплектовки и шитья брошюры-двойники обрезают с трех сторон и разрезают на две части. Обработка блоков двойного формата обеспечивает большую производительность по сравнению с обработкой обычных блоков.) с общей длиной корешка до 685 мм.
Количество скоб при шитье брошюр может быть от одной до четырех.
На машине ВШ-1 можно шить без перехода и с одним переходом со смещением скоб в соседних тетрадях на 20 мм.
Машина ВШ-1 снабжена автоблокирующим устройством, которое выключает подачу проволоки при поступлении в позицию шитья брошюры с недостающей тетрадью и останавливает машину при поступлении брошюры с лишними или мятыми тетрадями.
Скорость работы машины ВШ-1 регулируется в пределах от 70 до 140 цикл./мин.
Общий принцип работы ВШ-1. Машина состоит из двух частей – комплектующей блок и швейной.

Первая представляет собой транспортер 1, вдоль которого расположены неподвижные седла 2 для накидывания тетрадей вручную (рис. 2). При движении транспортера поводки 3 снимают с неподвижных седел тетради, комплектуя блок, и передают его на седлообразный стол 4 швейной части машины. По седлообразному столу брошюра перемещается кареткой 5, совершающей возвратно-поступательное движение. Каретка состоит из двух частей, верхней и нижней, жестко соединенных между собой. Верхняя часть каретки 5 имеет 14 захватов. Часть захватов передает скомплектованную брошюру к швейным аппаратам 6. При обратном движении каретки захваты поднимаются, проходя над накинутой на седло стола брошюрой. Во время выстоя брошюры на седле срабатывают швейные аппараты. В следующем кинематическом цикле другая часть захватов передает брошюру к выводному устройству 7. При обратном ходе каретки брошюра выводится на приемный транспортер 8.
Устройство швейных аппаратов принципиально не отличается от швейных аппаратов ПШ-4м. Длина отрубаемой заготовки на машине ВШ-1 также постоянная и равна 31,5 мм. Отличие заключается в том, что в зависимости от объема брошюры длина спинки скобы может быть равна 14 или 17 мм. Для этого швейные аппараты снабжены двумя сменными комплектами скобоформирующих и проталкивающих планок, а скобоформирователь имеет два профиля.
Работа основных механизмов и их регулировка.
Каретка захватов. Захваты крепятся к каретке шарнирно и во время рабочего хода прижимаются к брошюре пружинами.
При холостом (обратном) ходе каретки валик нажимает на ролики и поднимает захваты.
Величина подъема захватов регулируется в зависимости от толщины сшиваемой брошюры при помощи установочного винта. При ввинчивании винта величина подъема захвата увеличивается, а при вывинчивании – уменьшается.
Автоблокировочный механизм. Работой автоблокировочного механизма управляет щуп, расположенный над седлообразным столом у подборочного транспортера.
Если под щупом проходит тетрадь нормальной толщины, то контакты замыкаются и замыкают электросеть с электромагнитом, управляющим работой швейной головки.
При прохождении под щупом слишком тонкой тетради угол поворота щупа недостаточный для замыкания контактов. В результате проволока в швейные аппараты не подается. При прохождении под щупом слишком толстой тетради угол качания щупа увеличивается. При этом, в результате поворота рычага, замыкаются и другие контакты, и машина останавливается.
Расстояние между контактами регулируется в зависимости от толщины брошюры. Для этого служат регулировочные винты в контактах и винт, ограничивающий угол качания рычага.
Швейная головка. Швейные аппараты крепятся на головке, совершающей движение в вертикальной плоскости. Брошюры сшиваются при нижнем положении головки, которое должно меняться в зависимости от толщины брошюры.
Регулировку производят винтом с маховиком над верхней частью швейной головки, ориентируясь при этом по установочной шкале.
Механизм подачи проволоки. Проволока разматывается с катушек, проходит через канал направляющих планок и между подающими валиками. Валик поворачивается от жестко с ним скрепленного храповика. Валики поворачиваются вместе, так как они связаны друг с другом шестернями.
Храповик получает вращение через ряд рычагов от кулака.
Работой механизма подачи проволоки управляет автоблокировочное устройство. При замыкании электроцепи электромагнит втягивает сердечник и поворачивает рычаг, отводя упор влево. В результате начинают вращаться подающие валики, и проволока подается к швейному аппарату.
Валик прижимается к другому валику пружиной через рычаг. В зависимости от толщины проволоки усилие прижима валиков изменяют регулировочным винтом.
Рычаг сделан двойным, что позволяет отводить валик в сторону при проводке проволоки в швейные аппараты.
Приемное устройство. Нижняя часть каретки передвигает сшитую брошюру по седлообразному столу и оставляет ее у выводного механизма.
Снизу стола поднимается гребенчатая планка и вводит корешок брошюры между вращающимися шкивами и тесьмами, передающими ее на тесемочный транспортер.
При шитье брошюр с длиной корешка более 460 мм, которые сшиваются за два рабочих хода, планка через один цикл отключается.
К тесемочному транспортеру брошюры прижимаются плоскими пружинами и роликами. Положение роликов может изменяться путем перестановки их вдоль штанги и закрепления винтом. Величину давления роликов на брошюры регулируют противовесом.
Транспортер приводится в движение шкивом при повороте храповика. Величина хода транспортера регулируется изменением положения переставных пальцев в рычагах, передающих движение храповику.
При переходе на шитье брошюр другого объема и формата комплектуют вручную одну брошюру и используют ее в качестве образца при настройке машины.
Наладка швейной части машины заключается в следующем.
Проверяют и при необходимости регулируют положение ролика, обеспечивающего правильное положение брошюры на седлообразном столе и точную прошивку по корешковому сгибу.
Щетки транспортера устанавливают так, чтобы они выравнивали тетради по головке, приталкивая их к поводкам. Одновременно устанавливают щетки, удерживающие тетради от смещения в позиции шитья при обратном движении каретки захватов.
Устанавливают каретку захватов в крайнем правом положении в соответствии с таблицей настройки. Для этого проворачивают машину вручную до тех пор, пока шатун каретки не займет горизонтального положения. Ослабляют гайку, крепящую палец шатуна в пазу шестерни, и установочным рычагом передвигают каретку до тех пор, пока правый захват не дойдет до нужного деления шкалы на правом конце валика механизма открывания захватов. Затем затягивают гайку, закрепляя палец в новом положении.
В соответствии с толщиной брошюры регулируют величину открывания захватов.
При шитье тонких брошюр валик 3 поднимают, а при шитье толстых – опускают.
Швейные аппараты располагают симметрично относительно центра швейной головки на расстоянии один от другого, равном ? длины корешка брошюры при шитье 2 скобами и ? длины при шитье 3 скобами.
При шитье двойников за два удара в работе участвуют два швейных аппарата, которые устанавливают слева от центра швейной головки.
После установки швейных аппаратов поворотом маховика регулируют положение швейной головки по высоте в соответствии с толщиной брошюры. Затем точно под проталкивающими планками швейных аппаратов устанавливают загибатели скоб и дополнительно регулируют швейные аппараты по высоте так, чтобы скобы плотно зажимали листы брошюры, не прорезая их.
При изменении размера спинки скобы необходимо заменить формирующую и проталкивающую планки и установить скобоформирователь другим концом.
Направляющие ролики, прижимающие брошюру при шитье, располагают между швейными аппаратами и регулируют так, чтобы они с одинаковым усилием прижимали обе половинки брошюры и касались ее раньше швейных аппаратов.
Заправляют проволоку в швейные аппараты. Для этого катушки с проволокой надевают на держатели так, чтобы проволка сматывалась снизу. Проволоку протягивают по каналам направляющих планок и проводят между подающими валиками. При этом отводят в сторону рычаг с роликом. Затем подают концы проволоки в швейные аппараты, возвращают в исходное положение рычаг, а расстояние между подающими валиками регулируют в соответствии с толщиной проволоки.
Проволокошвейная машина предназначена для сшивания проволокой внакидку (при подборе вкладкой ) или втачку (при подборе подъемкой ) тетрадей. журналов. брошюр и блокнотов толщиной до 10 мм.
Проволокошвейное оборудование предназначено для скрепления проволочными скобами тетрадей и листов книжных блоков. брошюр. блокнотов. календарей и пр. Это один из наиболее экономичных. простых и надежных способов скрепления .
Такие устройства сами отрезают кусок проволоки необходимой длины из бобины. формируют скобу в соответствии с толщиной блока и сшивают ей блок. Надежность проволокошвейных машин очень высокая. что позволяет эксплуатировать их с большими нагрузками .
Машина одноаппаратная и за один полный цикл работы (один оборот главного вала ) прошивает продукцию одной скобой .
Работа на машине БШП-4Одноаппаратная проволокошвейная машина БШП-4 является усовершенствованной моделью машины ПШ-1м (тачалки ) и выпускается отечественными заводами полиграфического машиностроения с 1957 г.
Машина БШП-4 — полуавтомат и предназначена для шитья блоков проволокой втачку и внакидку. И отдельных случаях ее можно использовать и для шитья вразъем блоков. скомплектованных вкладкой .
Скомплектованный блок укладывают на стол под швейный аппарат. Швейный аппарат подает при помощи подающего ролика проволоку с катушки. отрубает ножом заготовку проволоки определенной величины. формирует планкой проволочную скобу и проталкивает ее через блок планкой. Ножки скобы загибаются специальным устройством. расположенным в столе машины под швейным аппаратом .
Проволока разматывается с катушки. проходит по направляющей и подающим роликом подается в корпус швейного аппарата. Перед опусканием рубящего ножа проволока зажимается рифлеными роликами. чтобы она не смещалась и не мялась в процессе рубки .
Формирующая планка направляет ножки скобы перпендикулярно спинке. т.е. загибает скобу. Проталкивающая планка. упираясь в спинку скобы. проталкивает скобу через блок. после чего загибатели. расположенные в столе машины. загибают концы и ножки скобы параллельно спинке .
Стол машины. на который укладывают блоки. может быть установлен в различных положениях в зависимости от вида шитья. При шитье втачку стол устанавливают горизонтально и на нем помещают упор. к которому приталкивают корешок блока. Установка упора определяет положение блока относительно швейного аппарата и должна быть такой. чтобы обеспечить правильный отступ скобы от края корешка блока .
При шитье внакидку упор снимают и стол поворачивают вокруг своей оси на 45°, в результате образуется седло для накидывания блока .
При изменении вида шитья и объема блока необходимо правильно отрегулировать величину отрубаемой заготовки проволоки. что зависит от положения швейного аппарата относительно накладного стола .
Швейный аппарат машины БШП-4 может перемещаться по вертикали и при этом будет изменяться расстояние между ним и столом. что необходимо при изменении объема сшиваемого блока. Изменение положения швейного аппарата по высоте либо уменьшает либо увеличивает размер подаваемой заготовки проволоки в пределах от 26 мм до 54 мм. Максимальная толщина сшиваемого блока на машине не должна превышать 14 мм.
Для правильной установки корпуса швейного аппарата относительно стола с правой стороны машины имеются два установочных ролика 10, расстояние между которыми точно соответствует расстоянию между столом и швейным аппаратом. Один из установочных роликов (нижний ) закреплен жестко на станине машины. а второй (верхний ) связан с корпусом швейного аппарата .
Для точной установки швейного аппарата необходимо зажать сшиваемый блок между установочными роликами при помощи штурвального колеса. перемещаемого швейный аппарат по вертикали. Расстояние между роликами должно быть таким. чтобы при вытягивании блока ролики начинали вращаться. Необходимо помнить. что при шитье внакидку между роликами помещают брошюру в развернутом виде .
От правильной установки корпуса швейного аппарата зависят плотность шитья и правильная загибка ножек скобы. В некоторых случаях из-за различных неполадок изменяется размер ножек скобы. что недопустимо. Для устранения подобных неполадок необходимо выполнить следующие регулировки :
Только при точной установке машины. правильном подборе проволоки. а также при соблюдении правильных приемов работы можно добиться высокого качества шитья .
Проволокошвейная машина БШП-4, КировоградПоказать498 свежих объявлений в рубрике «Полиграфическое оборудование »
Регион. Кировоградская обл. / Кировоград
Проволокошвейнаямашина предназначена для сшивания проволокой внакидку (при подборе вкладкой ) или втачку (при подборе подъемкой ) тетрадей. журналов. брошюр и блокнотов толщиной до 10 мм. Машина одноаппаратная и за один полный цикл работы (один оборот главного вала ) прошивает продукцию одной скобой .
Каждый полный цикл работы машины состоит из следующих операций :
б) резки проволочной заготовки ;
в) формирования проволочной скобы ;
г) прошивания скобой продукции ;
д) загибания ножек скобы .
Производительность машины – 190 скоб в 1 мин.
Машина приводится в действие от индивидуального электродвигателя .
Основные технические данные .
Проволока для шитья 0,7-0,8 мм
Продам проволокошвейную машину БШП-4. Вся Украина Проволокошвейная машина БШП 4Уважаемый A1exxx. Давайте сразу поймем зачем используется ниткошвейная машина. Ниткошвейная машина (даже в случае мягкой обложки ) используется в случаях :
а) если толщина блока более 5-6 сантиметров (как у большинства машин КБС) так как для ниткошвейных машин нет понятия "максимальная толщина ".
б) если у вас толстый блок и важна раскрываемость изделия на максимум (это обеспечивает только система ПУР клея ,да и то при куче соблюдения технологических моментов ).
в)Если ваше изделие предназначено "на века ", т.е. для длительного и интенсивного использования (например. какая —нибудь инструкция на вертолет ).
Если вам нужно делать 200-300 эксклюзивных изделий для очень "пузатых " клиентов. то да, твердый переплет и шитье нитками это круто. Но, просчитайте стоимость такой крутизны. Б/у ниткошвейки европейских производителей (тот еще кот в мешке ),без восстановления стоят от 25 тыс.Евро. Любая ниткошвейная машина сошьет 300 блоков за день. А что дальше. Чем вы ее займете. Нужны еще заказы. Так что, попробуйте для начала отдавать шить на сторону .
Форумы » Куплю /продам (пре)пресс —оборудование » Продам БШП-4А>Продам проволкошвейные машины БШП-4. 2 шт. В отличном состоянии. т. 214-52-84. С 9 до 17. Чухров Александр .
Куплю Heidelberg sorsz. sordz. sormz. SM 74-5, 74-4, 52-2, GTO 52-4, Planeta 44, 24Такие объявления обладают большими возможностями. по сравнению с простыми объявлениями. Подробнее о бизнес —объявлениях в разделе "Услуги "
имеет статус проверенной компании
Расчет технико –экономических показателей участка по обслуживанию электронных систем полиграфических машин Отправить свою хорошую работу в базу знаний просто. Используйте форму. расположенную ниже . Подобные документыИсходные данные для расчетов. Определение трудоемкости участка. Определение необходимого количества рабочих мест. Определение численности на участке. Расчет годового фонда ЗП работающих на участке. Определение себестоимости и оптовой цены изделия .
курсовая работа [167,3 K], добавлен 21.11.2008
Расчет календарно —плановых нормативов. Определение стоимости основных фондов и их износа на полное восстановление. Расчет затрат на материалы. Расчет численности работающих по категориям и фонда заработной платы. Расчет технико —экономических показателей .
курсовая работа [166,8 K], добавлен 12.04.2007
Расчет потребляемого количества оборудования. Выбор и обоснование организации работы на участке. Определение площадей участков. численности работающих. полной себестоимости выпускаемой продукции. Составление проектной калькуляции по данному участку .
курсовая работа [97,0 K], добавлен 27.02.2015
Определение технико —экономических параметров основного оборудования. Расчет численности работников цеха по категориям работающих. Определение среднемесячного заработка. Первоначальная стоимость основных средств предприятия. Составление сметы затрат цеха .
бизнес —план [85,3 K], добавлен 17.01.2011
Расчет численности всех категорий работников. основных и вспомагательных производственных рабочих. руководителей. специалистов и служащих. Расчет основной заработной платы производственных рабочих. Расчет затрат на материалы и покупные комплектующие .
курсовая работа [67,7 K], добавлен 16.04.2009
Определение потребного количества оборудования. Проектирование технического обслуживания производства на участке. Определение затрат на основные фонды и годовой суммы амортизационных отчислений. Расчёт технико —экономических показателей работы участка .
курсовая работа [36,7 K], добавлен 15.06.2009
Техническое обслуживание и ремонт управляющих систем и электротехнической части оборудования с числовым программным управлением (ЧПУ). Расчет трудоемкости. а также анализ технико —экономических показателей по обслуживанию и ремонту оборудования с ЧПУ.
курсовая работа [90,2 K], добавлен 14.10.2009
Расчет сметы затрат на выполнение электромонтажных работ в механическом цехе. стоимость оборудования. материалов. амортизационных отчислений. численности основных и вспомогательных работников. заработной платы ; определение стоимости электрической энергии .
курсовая работа [192,7 K], добавлен 16.01.2014
Расчет трудоемкости ремонтных работ. необходимого количества рабочих мест. численности рабочих. их годовой фонд оплаты труда. себестоимости ремонтных работ. Определение технико —экономических показателей ремонтной базы электрической части оборудования .
курсовая работа [794,7 K], добавлен 02.02.2012
Расчет потребного количества оборудования и его загрузки. численности работников на участке (основных. вспомогательных. руководящих ). Вычисление основных фондов. затрат на материалы. Расчет заработной платы. Определение общепроизводственных расходов .
курсовая работа [348,8 K], добавлен 15.12.2014
Перечень условных обозначений. символов и терминов. Расшифровка символов
Введение. Новые рынки полиграфии
1. Расчет среднегодовой трудоемкости ремонтных работ по трем видам оборудования
2. Определение численности различных категорий работающих на участке
3. Определение потребного количества и стоимости оборудования на участке
4. Определение годового фонда оплаты труда (ФОТ) для всех категорий. работающих на участке
5. Определение площади участка
6. Определение среднегодовых затрат на основные материалы
7. Расчет затрат на энергосистемы
8. Составление сметы затрат на участке вычислительной техники и автоматизированных систем
Приложение А. Разработка перспективного плана участка
Приложение Б. Годовой план работы участка на 2017 год
Перечень технико —экономических показателей РМЦ
Перечень условных обозначений. символов и терминов. Расшифровка символов
— трудоемкость ремонтных работ. чел. час;
— трудоемкость капитального ремонта. чел. час;
— трудоемкость текущего ремонта. чел. час;
— количество оборудования. шт.;
— трудоемкость осмотра. чел. час;
— расчетное количество электрослесарей. электронщиков и наладчиков КИП работ. чел.;
— суммарная годовая трудоемкость электротехнических. электронных и КИП работ. чел. час;
— планируемый коэффициент выполнения норм ; ;
— эффективный годовой фонд времени рабочего. час;
— количество календарных дней в году. день ; дней ;
— количество выходных и праздничных дней в году. день ; дней ;
— продолжительность рабочего дня в часах. час; часов ;
— количество предпраздничных дней в году. день ; дней ;
— количество часов. на которое уменьшается рабочий день в праздничные дни, час; час;
— коэффициент. учитывающий время простоя станка в ремонте ; ;
— количество производственных рабочих. чел.;
— количество вспомогательных рабочих. чел.;
— дневной фонд оплаты труда. тыс. руб.;
— количество рабочих дней. день ;
— количество основных рабочих. чел.;
— дни отпуска ; дней ; определены по заданию ;
— численность соответствующих категорий. чел.;
— норма расхода газа ; ;
— затраты на двигательную электроэнергию. тыс. руб.;
— стоимость 1 кВт/час электроэнергии ; руб.;
— установленная мощность электродвигателей парка оборудования. кВт; определено по [6], с.23 — 24; кВт;
— годовой фонд времени основной работы станка. час; определено по формуле (7.16);
— коэффициент одновременной работы станка ; ;
— коэффициент потерь в сети ; ;
— КПД электродвигателей ; ;
— затраты на осветительную электроэнергию. тыс. руб.;
— стоимость 1 кВт/час осветительной электроэнергии ;
— норма расхода электроэнергии на 1; кВт;
— число часов освещения в году. при односменной работе ; часов ;
— площадь освещения. ;
— затраты на сжатый воздух. тыс. руб.;
— стоимость 1 сжатого воздуха ; руб.;
— количество станков ; определено по [3], с.23 — 24;
— расход сжатого воздуха на 1 станок ; /;
— затраты на воду для производственных нужд. руб.;
— стоимость 1 водопроводной воды ; руб.;
— годовой расход воды на один станок ; ;
— число смен работы оборудования ; ;
— количество станков ; определено по [3], с.23 — 24;
— всего затрат на топливо. энергию. сжатый воздух и воду. тыс. руб.;
— сумма накладных расходов по элементам затрат. вспомогательного материала. ФОТ остального персонала участка по затраты на рационализацию и изобретательство включительно. тыс. руб.;
— годовой ФОТ основных рабочих ; определено на ст.27;
КИП — контрольно — измерительные приборы ;
МОП — младший обслуживающий персонал ;
ИТР — инженерно — технические работы ;
ФОТ — фонд оплаты труда ;
Введение. Новые рынки полиграфии
Благодаря развитию компьютерных технологий. мощного и разнообразного программного обеспечения издательских и полиграфических процессов. развитию автоматизации производства. технических наук современная полиграфическая промышленность коренным образом изменилась .
Говоря о направлениях и перспективах развития современной полиграфии. нельзя упускать из внимания и такое обстоятельство. Человечество вступает в эру информационного общества. Массовая компьютеризация жизни людей. появление глобальных информационных сетей типа интернета. многое другое приводит к тому. что реальностью становятся многие задачи. о решении которых еще недавно нельзя было и мечтать. Это открывает такие перспективы развития общества. которые изменяют его коренным образом. Изменяется человек. изменяются и его интересы. его мировоззрение. наконец. его потребности. изменения которых стимулируются новыми информационными. а вслед за ними и полиграфическими технологиями .
В результате появились совершенно новые типы изданий — мультимедийные издания. в которых участвуют не только бумага и краски. но и новые носители. среди которых можно назвать CD — ROM, видео — и аудио — носители информации. анимации. и кто знает. что ожидает нас в течение ближайших 5 — 10 лет.
Происходящая в мире глобализация полиграфического производства обязана своему появлению развитию глобальных сетей типа интернет. через которые мгновенно можно на любое расстояние передать любую информацию. В этом просто можно убедиться на бытовом уровне. передавая сообщение по электронной почте или пользуясь интернетом. Сетевые технологии являются благодатной основой для передачи в любую точку Земли содержания журнала. газеты. книги. чтобы можно было бы отпечатать их на месте доставки. А электронная коммерция. называемая E — Commerce. Она открывает колоссальные возможности для общения людей на глобальном уровне. и этим уже пользуются на Западе многие типографии и издательства. При этом надо иметь в виду. что сетевые технологии находятся на самом начальном уровне своего развития. и впереди нас ожидает много интересного и неожиданного .
Изменяются и рынки полиграфии. Развитие человека и предоставляемые ему современной полиграфией технические возможности приводят не только к появлению мультимедийных изданий. но и к сокращению тиражей обычных книг и журналов. однако. при увеличении количества их названий. Человек ожидает от полиграфиста повышения качества издания. увеличения красочности. издания во все более сокращающиеся сроки. расширения ассортимента изданий. И полиграфия. мобилизуя свои возможности. решает и будет в дальнейшем решать задачи по удовлетворению этих требований .
В результате такого развития появились технологии печати книг по требованию. выпуск рекламной и информационной полиграфической продукции в виде плакатов не просто больших. но огромных. размеров и многое другое .
Технические средства полиграфической промышленности обеспечивают решение задач по удовлетворению потребностей читателя на самом современном уровне. Для подтверждения этого факта достаточно привести примеры создания и развития таких технологий как вывод информации из компьютеров или из компьютерных банков данных прямо на печатную форму. в печатную машину или же просто на бумагу. Эти технологии получили уже название ctp (Computer — to — Plate. Computer — to — Print. Computer — to — Paper ). Как мы видим из их самих названий. в этих технологиях исключаются обычные ранее в полиграфии процессы. выполняемые на фотопленке. т.е. необходимость в изготовлении негативов или диапозитивов (фотоформ ), пригодных для копирования печатных форм. Хотя не теряют своего значения системы вывода информации из компьютера на фотопленку ctf (Computer — to — Film ), в которых специальные построчные записывающие устройства пришли на смену репродукционному фотоаппарату .
Только недавно появились сканеры. как эволюция уже снова идет в направлении их замены неудержимо развивающимися цифровыми фотоаппаратами .
На смену. или пока еще в дополнение к классическим способам печати пришла цифровая печать. имеющая свои особенности. свои области применения и, заполняющая свои собственные рынки .
Но и этим не исчерпывается уровень развития новых технологий. Уже появились технологии вывода информации из компьютера на что угодно (для различных способов печати ) — на флексографскую или трафаретную печатную форму. на форму глубокой печати. да мало ли еще на что. Главным здесь является запись изображения построчно световым или лазерным лучом. лазерным диодом. При этом изображение переносится не все сразу. а по строкам с определенным числом линий на дюйм или сантиметр .
Вот такова общая картина совершенствования или, точнее. нового развития современной полиграфической промышленности. которая стала важной составной частью информационных технологий. ибо в наш век полиграфия. как никогда близко связана с информацией. ее обеспечением. обработкой и быстрой доставкой потребителю .
1. Расчет среднегодовой трудоемкости ремонтных работ по трем видам оборудования
Трудоемкость ремонтных работ оформляется в соответствии [1] в таблице 1.1
Таблица 1.1 — Исходные данные
Проволокошвейная машина 3БПШ -30-+ Сообщений 1 страница 5 из 5 1 19 февраля. 2013г. 02:37:28






