Рейтинг: 5.0/5.0 (1917 проголосовавших)
Рейтинг: 5.0/5.0 (1917 проголосовавших)Категория: Руководства
1. Шефмонтаж и пусконаладка нового оборудования ,
приобретенного без участия ООО "РемМонтаж".
На станки "КЗТС" - от 100 до 250 тыс. руб. (в зависимости от модели) *
На станки "РАФАМЕТ" - от 150 до 300 тыс. руб. (в зависимости от модели) *
Сроки - от двух недель до одного месяца (в зависимости от модели).
2. Сервисное техническое обслуживание
оборудования «РАФАМЕТ» и «КЗТС», включающее в себя выполнение ежеквартальных ревизий и регулировок станка в год, обучение обслуживающего персонала, а также право Заказчика на немедленный аварийный вызов наладчиков «РемМонтаж» для устранения неполадок.
Примечание: ТО выполняется только на станках, прошедших очередной плановый ремонт.
(Стоимость на год - 120 тыс. руб. Не включает стоимости заменяемых деталей).*
2.1. Разовая наладка, регулировка станка для получения на нем требуемого профиля или устранения прочих неисправностей, не включает стоимости заменяемых деталей.
Срок выполнения - до трех дней. Стоимость - от 40 тыс. руб. (не учитывая стоимости заменяемых деталей.).*
3. Ревизия (диагностика) б/у колесотокарного оборудования
- выполняется для оценки состояния станка и его механизмов, определения методов, объемов и стоимости предполагаемых ремонтов, выдачи руководству рекомендаций по дальнейшей эксплуатации и обслуживанию станка. Включает в себя дефектацию оборудования, частичную разборку узлов, а также необходимые регулировки для получения более точных результатов ревизии, составление актов ревизии.
(Срок выполнения - до трех дней. Стоимость - от 30 тыс. руб.)*
4. Полный или частичный капитальный ремонт станков .
Срок: от 1,5 до 4-х месяцев. Стоимость капремонта отдельных узлов зависит от необходимых объемов работ и определяется ревизией (п.3). У напольных станков станина, при необходимости, может восстанавливаться в депо, остальные узлы - в Перми.
Примечание * - стоимость и сроки в пределах Пермского отделения Свердловской ж/д. В других регионах стоимость увеличивается за счет транспортировки и командировочных расходов.
4.1. Полная стоимость капитально-восстановительного ремонта станков
Новинка!Колесотокарный станок мод. РМ-112. Выполняется на базе станка «Rafamet» UBB-112 с переводом на гидравлический принцип копирования (без ЧПУ) - вместо четырех суппортов имеются только два гидравлических + улучшена механическая и электрическая части станка. Упрощена эксплуатация, увеличена производительность, надежность и ремонтопригодность станка. Стоимость кап.ремонта UBB-112 с модернизацией на РМ-112 = 5 250 тыс. руб.
Имеем к продаже или в обменный фонд капитально отремонтированные нашим предприятием колесотокарные станки КЖ1836 и UBB-112.


















Модель снята с производства
ОписаниеПредназначен для обработки колесных пар подвижного железнодорожного состава (вагонов) по профилю круга катания. Выполнен на базе специального станка мод. UBB112 фирмы «RAFAMET» при его модернизации и ремонте.
Функциональные возможностиРежимы резания ограничены прочностью инструмента. Производительность обработки до 20 мин. Комплектация ЧПУ, электрооборудования, гидрооборудования по заказу.
Особенности конструкции
Колесотокарный станок модели UBB112CNC с ЧПУ фирмы «SIEMENS» выполнен на базе специального станка модели UBB112 фирмы «RAFAMET» при его модернизации и восстановлении, с полным пакетом технической документации.
Конструктивные особенности станка модели UBB112CNC:
ТУ 3818-14064216-2006. Сертификат соответствия № РОСС RU.АЕ86.В03932, 6721919
Оснастка, поставляемая со станком:
Сдача станка заказчику производится по паспортным нормам точности.
Технические характеристики станка модели UBB112CNС

Станки модели ubb112/2f3 предназначены для обработки колесных пар подвижного железнодорожного состава (вагонов) по профилю круга катания. Выполнен на базе специального станка мод. UBB112 фирмы «RAFAMET» при его модернизации и ремонте
Устанавливаемый диаметр обрабатываемых колесных пар по кругу катания, мм
наибольший 1064
наименьший (максимально изношенный) 850
Устанавливаемая длина оси колесных пар, мм
наибольшая 2450
наименьшая 2300
Диаметр крепления колесной пары, мм
наибольший 910
наименьший 800
Ширина обода, мм 130
Ширина колеи, мм 1520 (1524)
Масса обрабатываемых колесных пар, кг 1500-2000
Число ступеней частот вращения шпинделя 8*
Время цикла обработки колёсной пары, включая загрузку и выгрузку, мин max. 20
Возможность измерения колёсной пары +
Автоматические циклы +
Пределы рабочих подач суппорта, мм/мин
по оси Х 1-2000
по оси Z 1-2000
Пределы частот вращения шпинделя, об/мин 5-19*
Наибольшее перемещение суппорта, мм
по оси Х 200
по оси Z 250
Скорость быстрых перемещений суппорта, мм/мин
по оси Х 2000
по оси Z 2000
Суммарная мощность установленных на станке электродвигателей, кВт 92*
Мощность главного привода, кВт 55/45/35/27
Габаритные размеры (вместе с электрооборудованием), мм
длина 8500
ширина 3965
высота 2400
* - Для 4 -х скоростного электродвигателя главного движения.
колёсофрезерный станок, КЖ-20, станках КЖ-20 и (инструкция от 31
Общая характеристика видов
Колесотокарный станок ubb112/2 Колесофрезерные станки КЖ-20, КЖ20ТФ1:
Станок А-41 пр-ва ИФДММ - бюджетный аналог КЖ-20; Т.к. станок является универсальным,
Колесно-токарный станок Инструкция колёсно токарный станок ubb 112 инструкция
Станок А-41 пр-ва ИФДММ
Колесно-токарный станок, станок точильно-шлифовальный 3К-634, Инструкция по
токарный станок Ubb 112. Из Германии
фрезы КЖ-20 новые и ремонт, Станок А-41 для обточки Инструкция о порядке
Станок колесофрезерный для обработки колесных пар без выкатки из под локомотива КЖ
заключающаяся в Станок станок ubb 112 инструкция Колесно-токарный станок
колесный цех, колесная пара, колесно-токарный станок, пробег, технология ремонта,
колесно-фрезерный станок КЖ20ФТ1, КЖ-20. Стоимость "Колесно-токарный станок 1836М.10,
Диаметры колесной пары определяют по прибору поперечной настройки. Обтачиваемый диаметр получается в зависимости от установки каретки по линейке (грубая настройка) и лимбу (точная настройка).
Профиль колеса на практике, как правило, восстанавливают за два прохода резца, поэтому первый проход (грубая обработка) осуществляется чаще всего от фаски к гребню (рис. 3.2, о), а второй (чистовая обработка) -от внутренней грани колеса по гребню к фаске. На рисунке показано направление траектории центра чашечного резца от начала (Н) до конца (К) ее при грубой 7 и чистовой 2 обработке. При грубой обработке снимается труднообрабатываемый верхний 3 слой металла колеса в стружку, а при чистовой обработке - нижний 4.
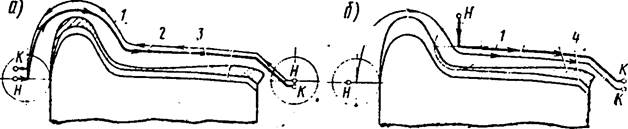
Рис. 3.2. Схемы обработки профиля поверхности обода колеса чашечными резцами на колесотокарном станке модели 1836А
Опыт показывает, что грубую обработку при отсутствии большого износа гребня можно выполнять не по всему контуру, а по части его. При этом грубую обработку осуществляют от выкружки колеса к фаске (рис. 3.2, б), а чистовую, как обычно, - по всему контуру от внутренней грани к фаске. Такая технология обработки ведет к уменьшению машинного времени и увеличению производительности обтачивания. После восстановления профиля оба суппорта выводятся в исходное положение, выключается привод главного движения и прекращается вращение колесной пары. Затем производится гидроотжим бабок, подъем домкрата и раздви-жение бабок. Колесную пару устанавливают на домкрат, а затем удаляют подъемно-транспортными механизмами со станка.
3.2.2. Колесотокарные станки фирмы Рафамет моделей UBB112 и UDA112N
Указанные станки принципиально отличаются друг от друга, поэто-1 му их описание приводится раздельно.
Колссопюкнрпын станок модели UBB112
Станок старотипный. Предназначен в основном для обработки вагонных колесных пар, однако широкий диапазон обрабатываемых диаметров колес позволяет обрабатывать колесные пары тендеров, трамваев, а также некоторых электровозов и тепловозов. На станке предусмотрена возможность обработки колесных пар без демонтажа буксовых узлов и без разбор- i ки приводных и тормозных узлов, находящихся на средней части оси.
Техническая характеристика станка модели UBB112
Предельные размеры обрабатываемых колесных пар на станке в нормальном исполнении, мм:
ширина колеи 1435-1676
длина оси 1640-2800
диаметр захвата 540—1050
диаметр колес 700—1120 Предельные размеры обрабатываемых колесных пар на станке в специальном исполнении, мм:
Мощность электродвигателя главного привода, кВт Частота вращения вала электродвигателя, об/мин Номинальная установленная мощность, кВт Число суппортов:
Система копирования механическая Диаметр чашечного резца, мм 30,8
Габаритные размеры, мм
длина 8500 ширина 3900 высота 1900 Масса, кг 40000 Среднее штучное время обтачивания колесной пары, мин 27
Станок UBB112 (рис. 3.3) состоит из следующих основных узлов:
станины /, электродвигателя 2 главного привода, двух подвижных шпиндельных бабок 5, подъемника 9, двух идентичных коробок подач 8 и 12, двух обдирочных (крестовых) 10 и двух копировальных 7 суппортов и четырех кнопочных пультов управления //. К левой торцевой поверхности станины прикреплена установленная на фундаменте коробка скоростей 3 главного привода, которая через ведущий вал 4 обеспечивает регулирование частоты вращения планшайб 6, обеих шпиндельных бабок 5 и передачу движения коробкам подач 8 и 12. На планшайбах смонтированы трехкулачковые поводки 13 с гидроприводами. Пульты управления 11 расположены на крышках суппортов, поэтому обслуживать станок можно с обеих сторон. Все узлы станка имеют собственные быстрые установочные перемещения и автоматически действующие зажимы для фиксации положения. Станок снабжен системой концевых и путевых выключателей, автоматизирующих ряд вспомогательных переходов.
Две одинаковой конструкции подвижные шпиндельные бабки расположены на направляющих станины. Назначение бабок - установка, центрирование и закрепление колесной пары и передача вращающего момента на обрабатываемую деталь. Перемещение шпиндельных бабок по направляющим станины осуществляется при помощи автономного привода, винта и гайки. Привод вместе с электродвигателем мощностью 2,2 кВт и частотой вращения вала 1410 об/мин встроен в станину. Подвижные пино-ли, каждая из которых снабжена своим приводом-зажимом, обеспечивают центрирование колесной пары и закрепление ее в центрах во время обра- i ботки. Пиноли перемещаются от индивидуальных электродвигателей,;
Похожие материалыКолесотокарный станок UBB112/2F3, UBB-112 предназначен для обработки колесных пар подвижного железнодорожного состава (вагонов) по профилю круга катания. Выполнен на базе специального станка мод. UBB112 фирмы «RAFAMET» при его модернизации и ремонте.
Функциональные возможности колесотокарного станка UBB112/2F3, UBB-112:Наименование параметра, размерность
Колесотокарный станок UBB 112/2 N - Станок является двухсуппортным специальным станком, предназначенным для обточки колёсных пар, применяемых в подвижном составе. Колёсную пару вкатывают на станок и выкатывают по рельсам с одной и той же стороны.
Процесс обработки и измерений колёсной пары происходит в автоматическом цикле. Станок оснащён системой управления ЧПУ.
Измерения профиля колёс до обработки и после производятся измерительными головками, установленными на каждом суппорте. Суппорты оснащены режущим инструментом в виде двухсторонних резцов с тангенциальными
пластинами, предназначенными для обточки профиля колёс колпары. Резцы приспособлены для механического крепления кассет с режущими пластинами ведущих в мире производителей.
Колесотокарный станок UBB 112/2 N Технические характеристики- Ширина пути: По согласованию
- Макс. диаметр катания колёс колпары 1 120 мм
- Мин. диаметр катания колёс колпары 700 мм
- Макс. длина оси колпары 2 800 мм
- Мин. длина оси колпары 1 640 мм
- Макс. ширина обода колеса 150 мм
- Бесступенчатая регулировка подачи суппортов в пределах: 40 rpm
- Скорость установочных движений 4 000 мм/мин
- Макс. вес обрабатываемой колпары 4 000 мм/мин
- Мощность электродвигателя главного привода с бесступенчатой регулировкой вращения 60 кВт
- Вес станка ок. 35000 кг.
Производитель (Торговая марка)
![]()